
Gazeta pokazuje Hunan JY Casting wkładka kruszarki stożkowej standard obróbki cieplnej. Zanim zaczniemy wprowadzać nasz standard, musimy poznać kilka pojęć:
Czym są wkładki do kruszarki stożkowej?
Wykładziny kruszarki stożkowej obejmują płaszcze i klepiska kruszarki stożkowej.
Jakie są materiały na wykładziny kruszarki stożkowej?
Ponieważ różne materiały wymagają różnej obróbki cieplnej, musimy więc znać materiały na wykładziny kruszarki stożkowej:
- JY510. Jest niskiej jakości Stal manganowa Hadfielda.
- JY520. Niskogatunkowa stal manganowa z dodatkiem molibdenu.
- JY610. Niskogatunkowa stal manganowa z domieszką chromu.
- JY710. Wysokogatunkowa stal manganowa z domieszką chromu.
- JY720. Wysokogatunkowa stal manganowa z domieszką chromu.
- JY750. Specjalna stal manganowa wysokiej jakości.
- JY770. Wysokiej jakości specjalna stal manganowa z dodatkiem molibdenu.
Wymagania dotyczące pieca
Istnieje kilka wymagań:
- Minimalna odległość pomiędzy dwoma odlewami to 1.5-krotność maksymalnej grubości ścianki odlewu.
- W przypadku odlewów produkowanych w JY720, JY750 i JY770, limit wysokości ładunku jest ustalany w następujący sposób: Maksymalna grubość ≤ 120 mm: maksymalne piętrowanie to 3 części odlewnicze; Maksymalna grubość>120mm: maksymalne układanie w stos to 2 części odlewnicze; Maksymalna grubość jest uważana za grubszy odlew ładunku.
- W żadnych okolicznościach płomień nie może dotknąć powierzchni odlewów. Operator powinien zweryfikować płomień przed rozpoczęciem procesu podgrzewania.
- Minimalna odległość pomiędzy odlewami a ścianami wewnętrznymi pieca powinna być zachowana w następujący sposób: Minimalna odległość od dachu >300mm; Minimalna odległość od bocznej ściany pieca > 300mm; Minimalna odległość od tylnej ściany >200mm; Minimalna odległość od drzwi pieca >400mm.
Proces obróbki cieplnej wkładek do kruszarek stożkowych
Proces obróbki cieplnej wykładzin kruszarki stożkowej przebiega następująco:
| Materiał | Maks. Grubość (mm) | Szybkość ogrzewania (℃ / godzinę) | Maks. Temperatura ładowania (℃) | Temperatura namaczania (℃) | Czas namoczenia |
| JY510 JY520 JY525 JY610 JY710 |
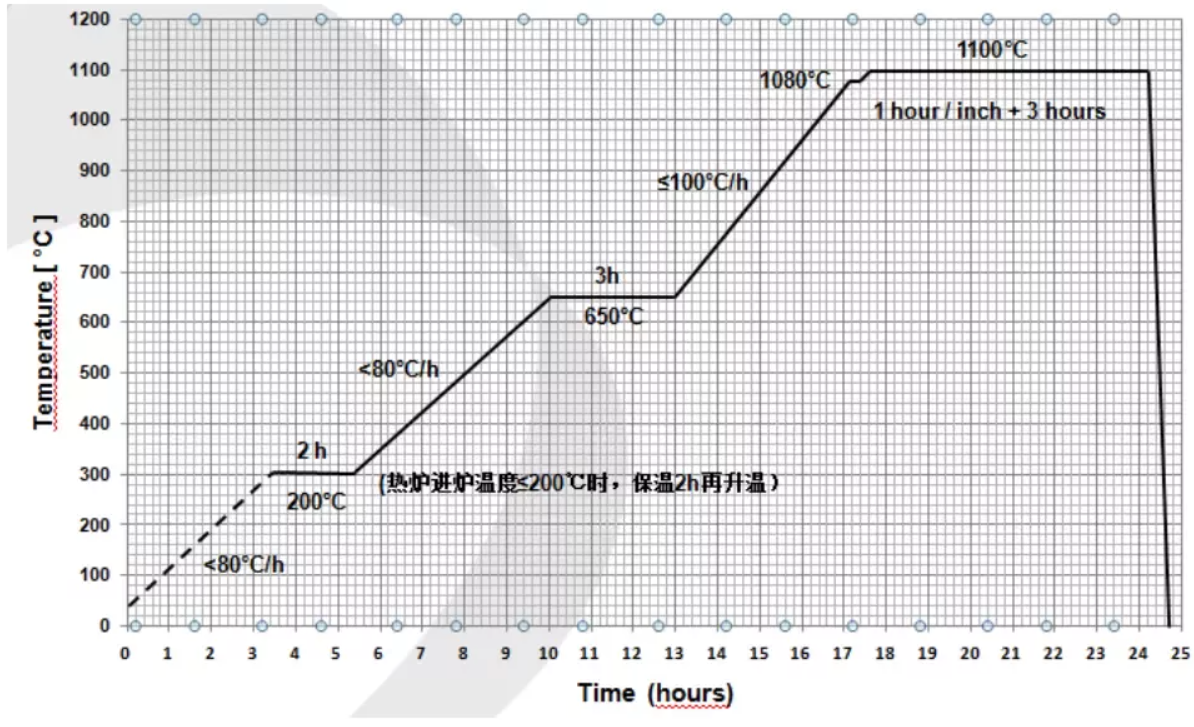
<150 | Krzywa A | 200 | 1100 | 1 godzina/cal + 3 godziny |
| ≥150 | Krzywa B | 200 | 1120 | 1 godzina/cal + 4 godziny | |
| JY720 JY750 JY770 |
<150 | Krzywa B | 200 | 1120 | 1 godzina/cal + 4 godziny |
| ≥150 | Krzywa C | 200 | 1120 | 1 godzina/cal + 4 godziny |
Wkładki do kruszarki stożkowej Krzywa obróbki cieplnej A
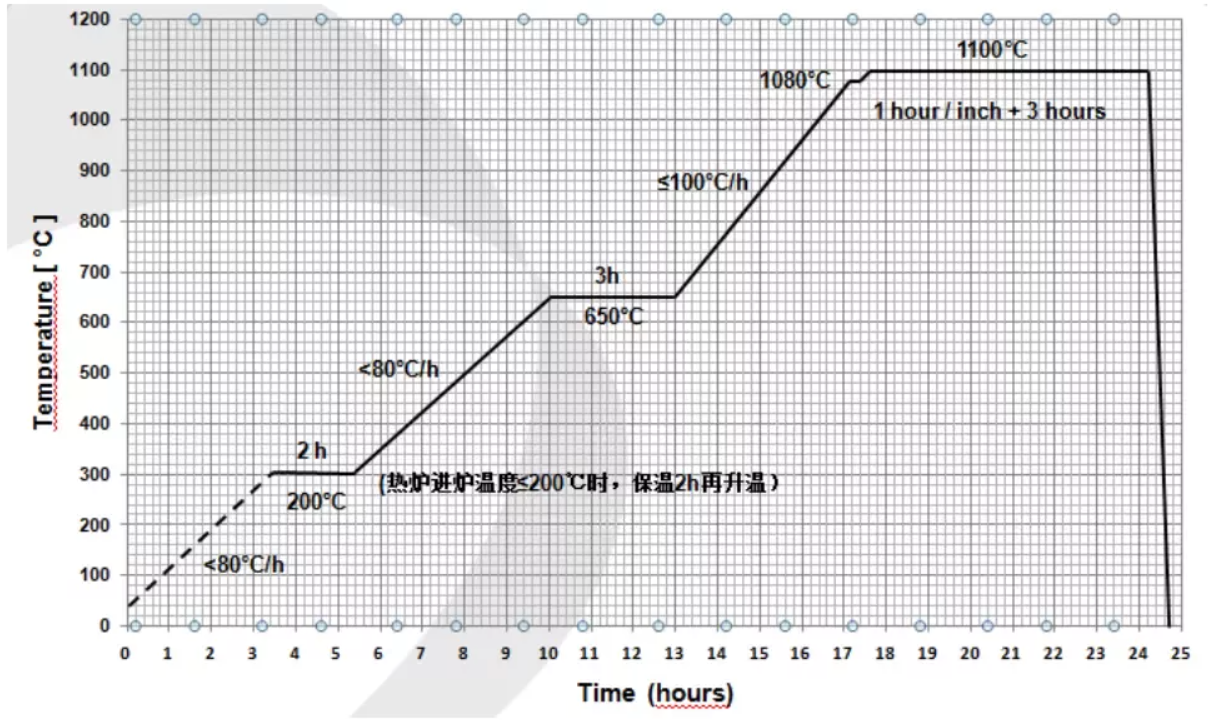
Wkładki do kruszarki stożkowej Krzywa obróbki cieplnej B
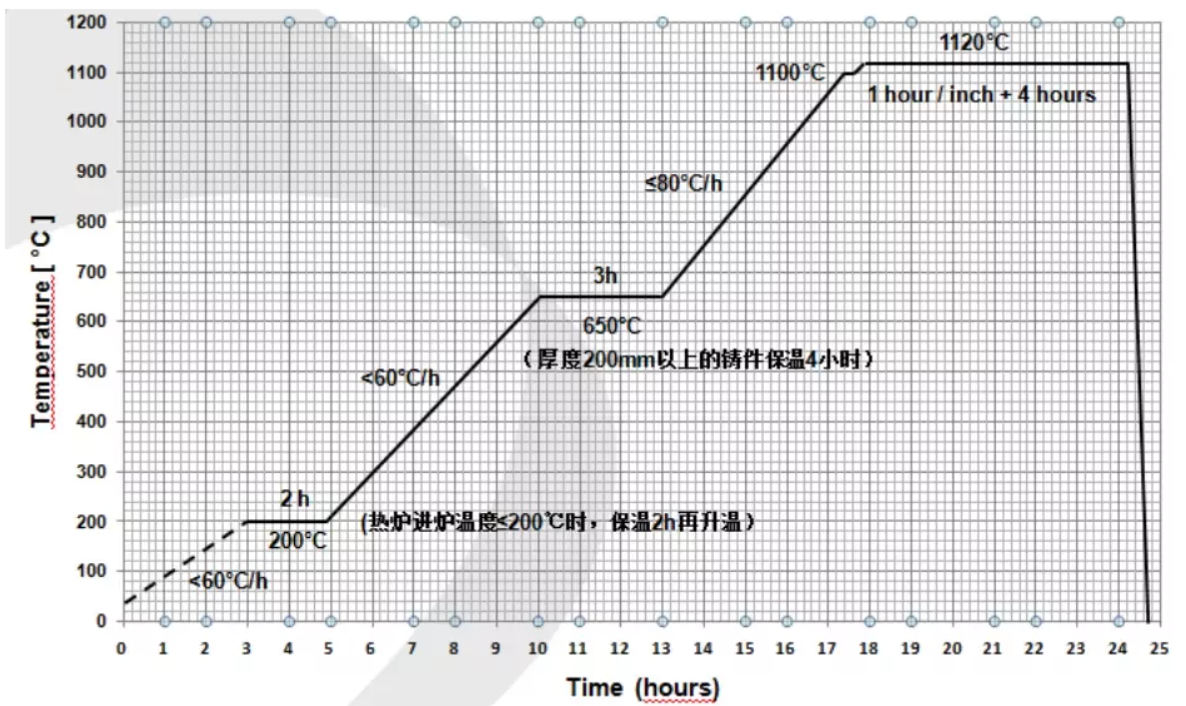
Wkładki do kruszarki stożkowej Krzywa obróbki cieplnej C
Niektóre uwagi:
- W przypadku różnych gatunków i grubości stopów przy tym samym obciążeniu należy wziąć pod uwagę bardziej krytyczną krzywą. Krzywa C jest bardziej krytyczna niż krzywa B. Krzywa B jest bardziej krytyczna niż krzywa A.
- Czas wygrzewania określa się w zależności od grubszego odlewu wsadu, a pomiar należy wykonać przy maksymalnej grubości odlewu.

