
กระดาษแสดงให้เห็น .ของ Hunan JY Casting ซับบดกรวย มาตรฐานการรักษาความร้อน ก่อนเริ่มแนะนำมาตรฐานของเรา เราจำเป็นต้องรู้แนวคิดบางประการ:
กรวยบดซับคืออะไร?
แผ่นปิดกรวยบดประกอบด้วยเสื้อคลุมและส่วนเว้าของเครื่องบดกรวย
วัสดุสำหรับบดกรวยบดคืออะไร?
เนื่องจากวัสดุที่แตกต่างกันต้องการการอบชุบด้วยความร้อนที่แตกต่างกัน เราจึงจำเป็นต้องทราบวัสดุสำหรับวัสดุรองกรวยบด:
- JY510. เป็นเกรดต่ำ Hadfield แมงกานีสเหล็ก.
- JY520. เหล็กกล้าแมงกานีสเกรดต่ำผสมโมลิบดีนัม
- JY610. เหล็กกล้าแมงกานีสเกรดต่ำผสมโครเมียม
- JY710. เหล็กกล้าแมงกานีสเกรดสูงพร้อมโลหะผสมโครเมียม
- JY720. เหล็กกล้าแมงกานีสเกรดสูงพร้อมโลหะผสมโครเมียม
- เจวาย750 เหล็กกล้าแมงกานีสชนิดพิเศษคุณภาพสูง
- JY770. เหล็กกล้าแมงกานีสพิเศษเกรดสูงผสมโมลิบดีนัม
ข้อกำหนดของเตา
มีข้อกำหนดบางประการ:
- ระยะห่างขั้นต่ำระหว่างการหล่อสองครั้งคือ 1.5 เท่าของความหนาของผนังสูงสุดของการหล่อ
- สำหรับการหล่อที่ผลิตใน JY720, JY750 และ JY770 ขีดจำกัดความสูงของโหลดจะถูกกำหนดดังนี้: ความหนาสูงสุด ≤ 120 มม.: การวางซ้อนสูงสุดคือ 3 ส่วนการหล่อ; ความหนาสูงสุด> 120mm: การวางซ้อนสูงสุดคือ 2 ส่วนหล่อ; ความหนาสูงสุดถือเป็นการหล่อที่หนาขึ้นของการโหลด
- ไม่ว่าในกรณีใด เปลวไฟจะไม่สามารถสัมผัสพื้นผิวของการหล่อได้ ผู้ปฏิบัติงานต้องตรวจสอบเปลวไฟก่อนเริ่มกระบวนการให้ความร้อน
- ระยะห่างขั้นต่ำระหว่างการหล่อและผนังด้านในของเตาหลอมจะเป็นไปตาม: ระยะห่างขั้นต่ำจากหลังคา>300mm; ระยะห่างขั้นต่ำจากผนังเตาด้านข้าง> 300mm; ระยะห่างขั้นต่ำจากผนังด้านหลัง>200mm; ระยะห่างขั้นต่ำจากประตูเตา>400mm.
Cone Crusher Liners กระบวนการบำบัดความร้อน
กระบวนการอบชุบด้วยความร้อนของกรวยบดมีดังต่อไปนี้:
| วัสดุ | แม็กซ์ ความหนา (มม.) | อัตราการทำความร้อน (℃/ชั่วโมง) | แม็กซ์ โหลดอุณหภูมิ (℃) | อุณหภูมิแช่ (℃) | เวลาแช่ |
| JY510 JY520 JY525 JY610 JY710 |
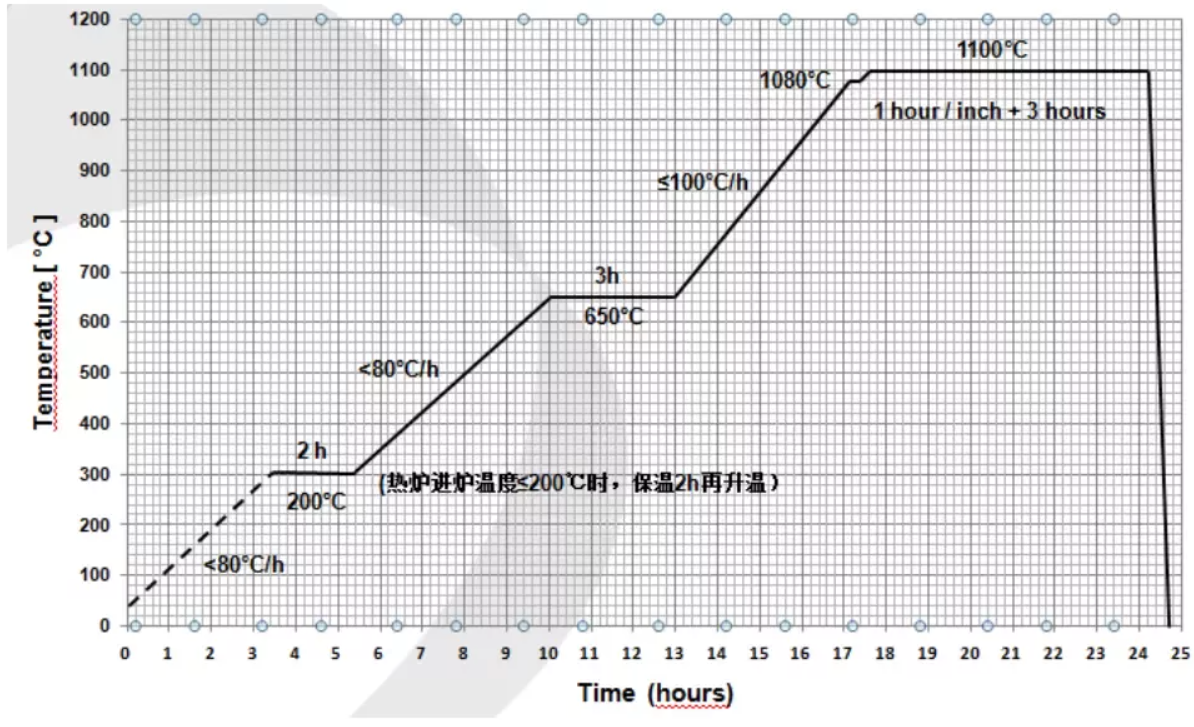
<150 | เคิร์ฟ A | 200 | 1100 | 1 ชั่วโมง/นิ้ว + 3 ชั่วโมง |
| ≥150 | เคิร์ฟ บี | 200 | 1120 | 1 ชั่วโมง/นิ้ว + 4 ชั่วโมง | |
| JY720 JY750 JY770 |
<150 | เคิร์ฟ บี | 200 | 1120 | 1 ชั่วโมง/นิ้ว + 4 ชั่วโมง |
| ≥150 | เคิร์ฟ ซี | 200 | 1120 | 1 ชั่วโมง/นิ้ว + 4 ชั่วโมง |
Cone Crusher Liners รักษาความร้อน Curve A
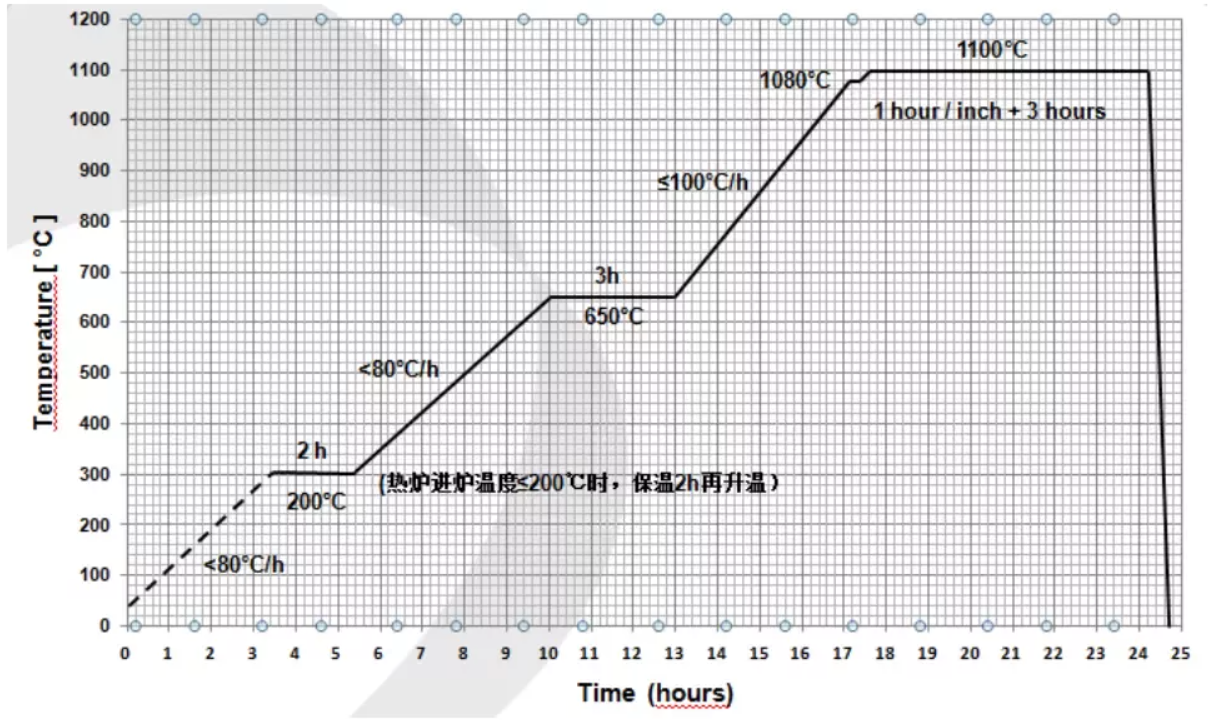
Cone Crusher Liners ความร้อนรักษา Curve B
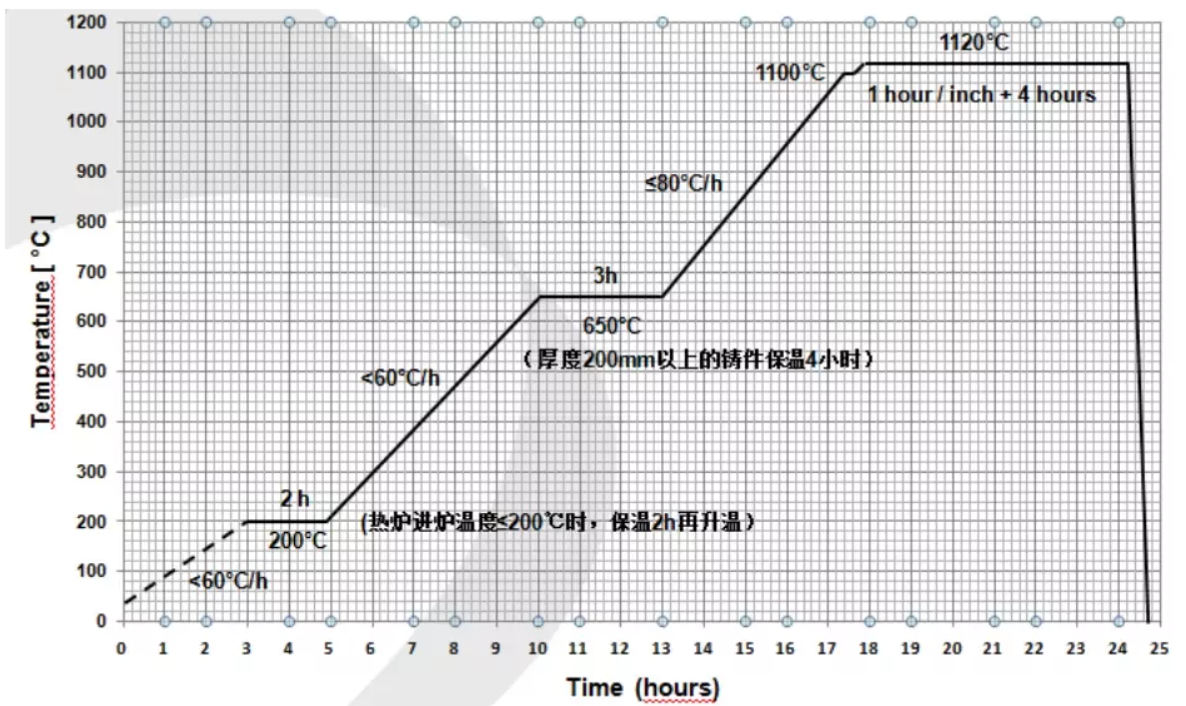
Cone Crusher Liners ความร้อนรักษา Curve C
ข้อสังเกตบางประการ:
- ในกรณีของโลหะผสมที่มีเกรดและความหนาต่างกันในการรับน้ำหนักเดียวกัน จะต้องพิจารณาเส้นโค้งที่สำคัญกว่า Curve C สำคัญกว่า Curve B Curve B สำคัญกว่า Curve A.
- เวลาในการแช่ถูกกำหนดตามการหล่อที่หนาขึ้นของการโหลด และการวัดจะต้องดำเนินการที่ความหนาสูงสุดของการหล่อ

