
Le papier montre Hunan JY Casting revêtement de broyeur à cône norme de traitement thermique. Avant de commencer à présenter notre norme, nous devons connaître certains concepts :
Que sont les revêtements de concasseur à cône?
Les revêtements de concasseur à cône comprennent les manteaux et les contre-batteurs de concasseur à cône.
Quels sont les matériaux pour les revêtements de concasseur à cône?
Étant donné que différents matériaux nécessitent différents traitements thermiques, nous devons donc connaître les matériaux des revêtements de concasseur à cône :
- JY510. C'est du bas de gamme Acier au manganèse Hadfield.
- JY520. Acier au manganèse de faible qualité avec alliage au molybdène.
- JY610. Acier au manganèse de qualité inférieure avec alliage au chrome.
- JY710. Acier au manganèse de haute qualité avec alliage au chrome.
- JY720. Acier au manganèse de haute qualité avec alliage au chrome.
- JY750. Acier spécial au manganèse de haute qualité.
- JY770. Acier spécial au manganèse de haute qualité avec alliage au molybdène.
Exigences de la fournaise
Il y a quelques exigences :
- La distance minimale entre deux pièces moulées est de 1.5 fois l'épaisseur de paroi maximale de la pièce moulée.
- Pour les pièces moulées produites en JY720, JY750 et JY770, la limite de la hauteur de charge est établie comme suit : Épaisseur maximale ≤ 120 mm : l'empilement maximal est de 3 pièces moulées ; Épaisseur maximale > 120 mm : l'empilement maximal est de 2 pièces moulées ; L'épaisseur maximale est considérée comme la coulée la plus épaisse du chargement.
- En aucune circonstance, la flamme ne peut toucher la surface des pièces moulées. L'opérateur doit vérifier la flamme avant de démarrer le processus de chauffage.
- La distance minimale entre les pièces moulées et les parois intérieures du four doit être respectée comme suit : distance minimale du toit > 300 mm ; Distance minimale de la paroi latérale du four> 300 mm ; Distance minimale du mur arrière > 200 mm ; Distance minimale de la porte du four > 400 mm.
Processus de traitement thermique des revêtements de concasseur à cône
Le processus de traitement thermique des revêtements de concasseur à cône est le suivant :
| Matières | Max. Epaisseur (mm) | Taux de chauffage(℃/heure) | Max. Température de chargement (℃) | Température de trempage (℃) | Temps de trempage |
| JY510 JY520 JY525 JY610 JY710 |
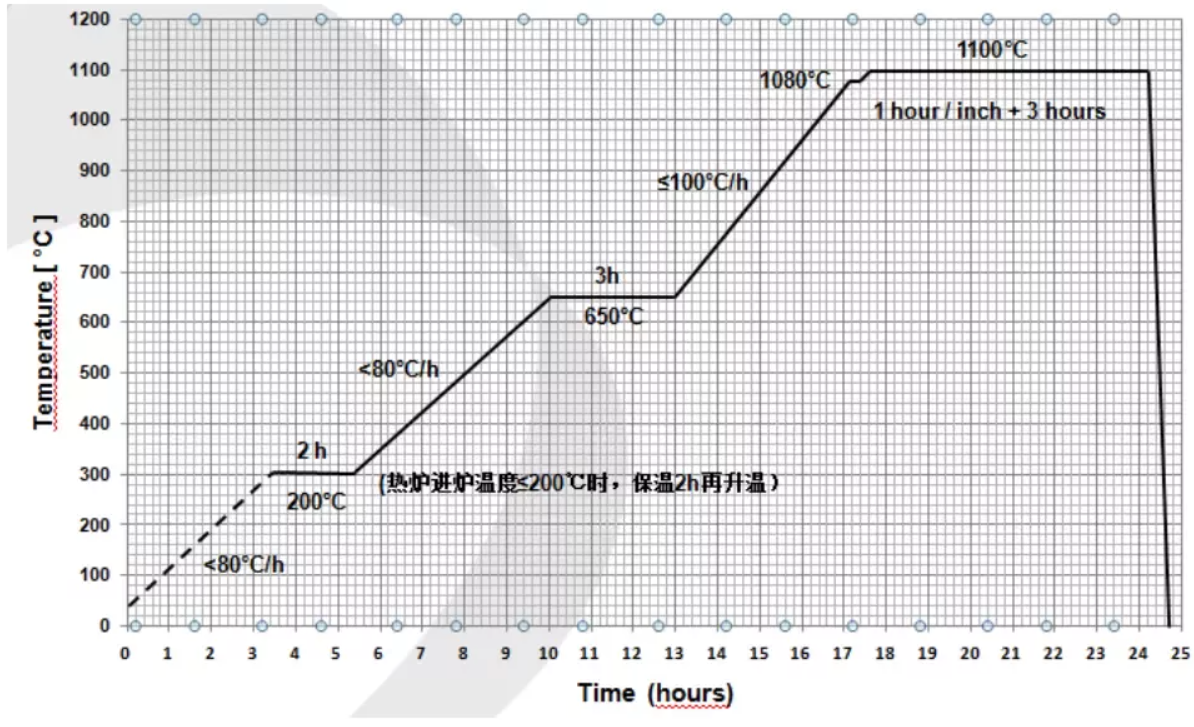
<150 | Courbe A | 200 | 1100 | 1 heure/pouce + 3 heures |
| ≥ 150 | Courbe B | 200 | 1120 | 1 heure/pouce + 4 heures | |
| JY720 JY750 JY770 |
<150 | Courbe B | 200 | 1120 | 1 heure/pouce + 4 heures |
| ≥ 150 | Courbe C | 200 | 1120 | 1 heure/pouce + 4 heures |
Courbe A de traitement thermique des chemises de broyeur à cône
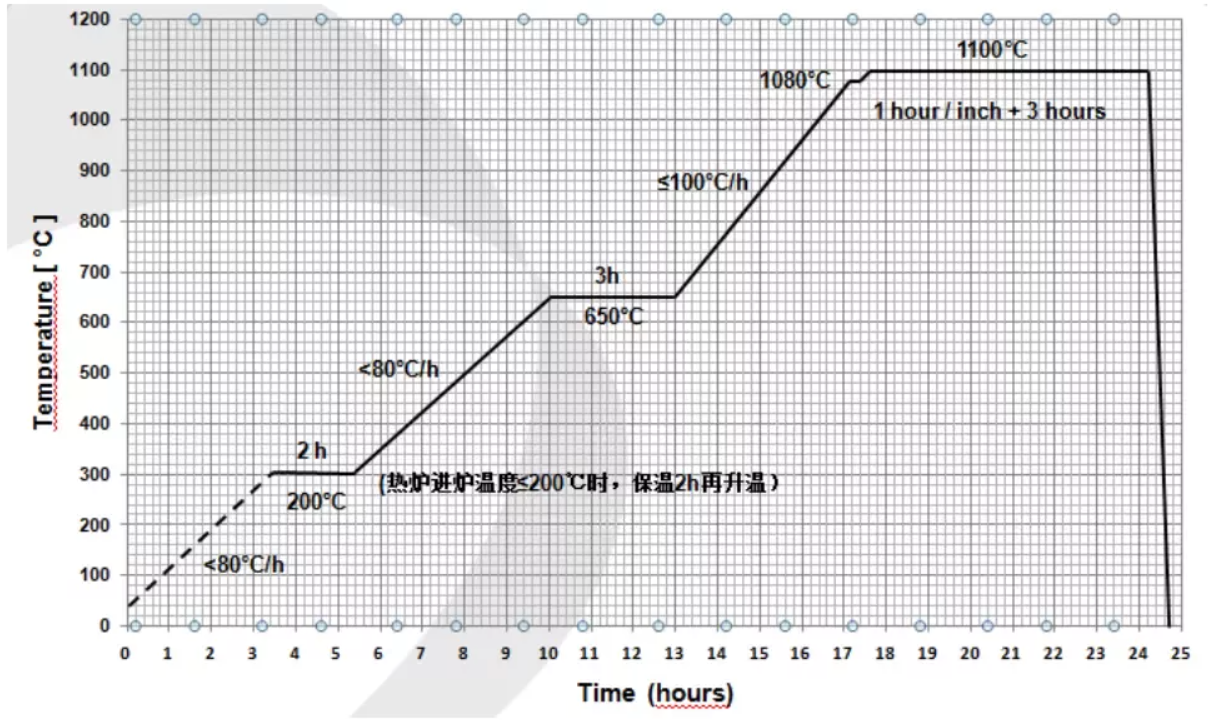
Courbe B de traitement thermique des chemises de broyeur à cône
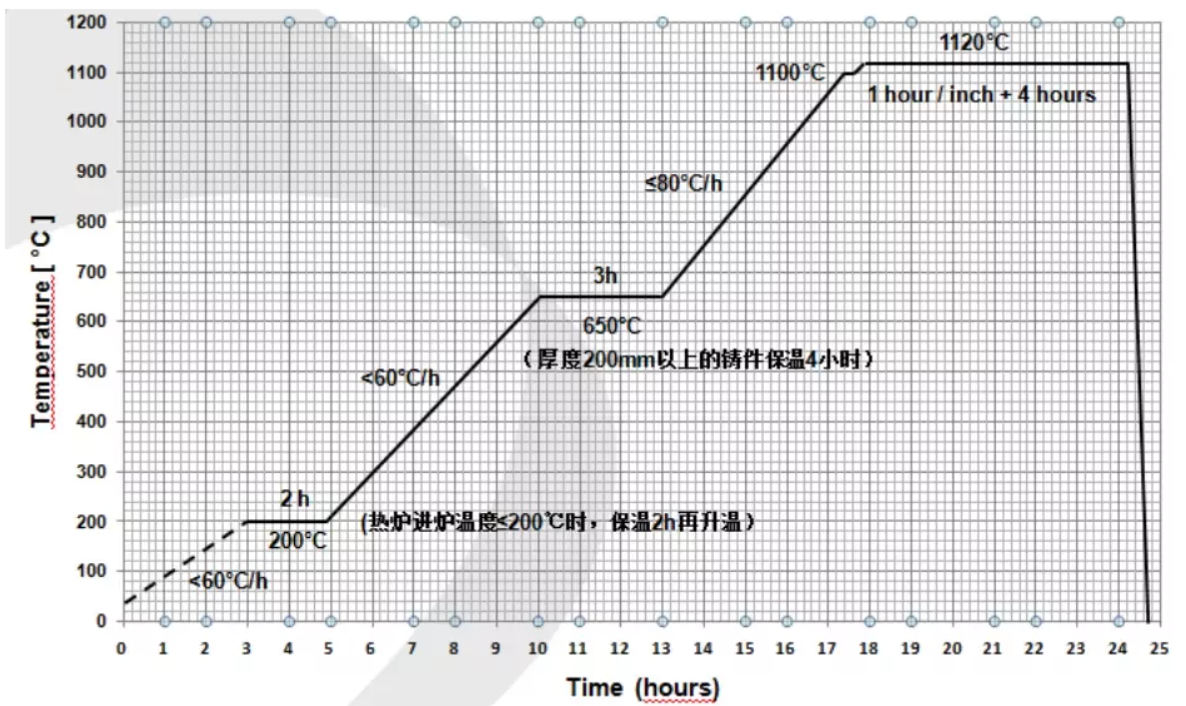
Courbe C de traitement thermique des chemises de broyeur à cône
Quelques avis :
- Dans le cas de nuances et d'épaisseurs d'alliage différentes dans le même chargement, la courbe la plus critique doit être prise en compte. La courbe C est plus critique que la courbe B. La courbe B est plus critique que la courbe A.
- Le temps de trempage est défini en fonction de la coulée la plus épaisse du chargement, et la mesure doit être effectuée à l'épaisseur maximale de la coulée.

