
Tờ báo cho thấy Hunan JY Casting's lót máy nghiền hình nón tiêu chuẩn xử lý nhiệt. Trước khi bắt đầu giới thiệu tiêu chuẩn của mình, chúng ta cần biết một số khái niệm:
Lót máy nghiền hình nón là gì?
Các lớp lót của máy nghiền hình nón bao gồm các lớp phủ và các nắp máy nghiền hình nón.
Vật liệu cho lót máy nghiền hình nón là gì?
Bởi vì các vật liệu khác nhau cần xử lý nhiệt khác nhau, vì vậy chúng ta cần biết vật liệu cho lớp lót máy nghiền hình nón:
- JY510. Nó là cấp thấp Thép mangan Hadfield.
- JY520. Thép mangan cấp thấp với hợp kim molypden.
- JY610. Thép mangan cấp thấp với hợp kim crom.
- JY710. Thép mangan cao cấp với hợp kim crom.
- JY720. Thép mangan cao cấp với hợp kim crom.
- JY750. Thép mangan đặc biệt cao cấp.
- JY770. Thép mangan đặc biệt cao cấp với hợp kim molypden.
Yêu cầu về lò
Có một số yêu cầu:
- Khoảng cách tối thiểu giữa hai vật đúc bằng 1.5 lần chiều dày thành lớn nhất của vật đúc.
- Đối với các vật đúc được sản xuất trong JY720, JY750 và JY770, giới hạn về chiều cao tải được thiết lập như sau: Độ dày tối đa ≤ 120mm: xếp chồng tối đa là 3 bộ phận đúc; Độ dày tối đa > 120mm: xếp chồng tối đa là 2 bộ phận đúc; Chiều dày tối đa được coi là đúc dày hơn của chất tải.
- Trong mọi trường hợp, ngọn lửa không được chạm vào bề mặt vật đúc. Người vận hành phải xác minh ngọn lửa trước khi bắt đầu quá trình gia nhiệt.
- Khoảng cách tối thiểu giữa vật đúc và thành trong của lò phải được tuân thủ như sau: Khoảng cách tối thiểu từ mái > 300mm; Khoảng cách tối thiểu từ tường bên của lò > 300mm; Khoảng cách tối thiểu từ tường sau > 200mm; Khoảng cách tối thiểu từ cửa lò > 400mm.
Quy trình xử lý nhiệt Máy nghiền hình nón
Quá trình xử lý nhiệt của lớp lót máy nghiền hình nón như sau:
| Vật chất | Tối đa Độ dày (mm) | Tốc độ làm nóng (℃ / giờ) | Tối đa Nhiệt độ tải (℃) | Nhiệt độ ngâm (℃) | Thời gian ngâm |
| JY510 JY520 JY525 JY610 JY710 |
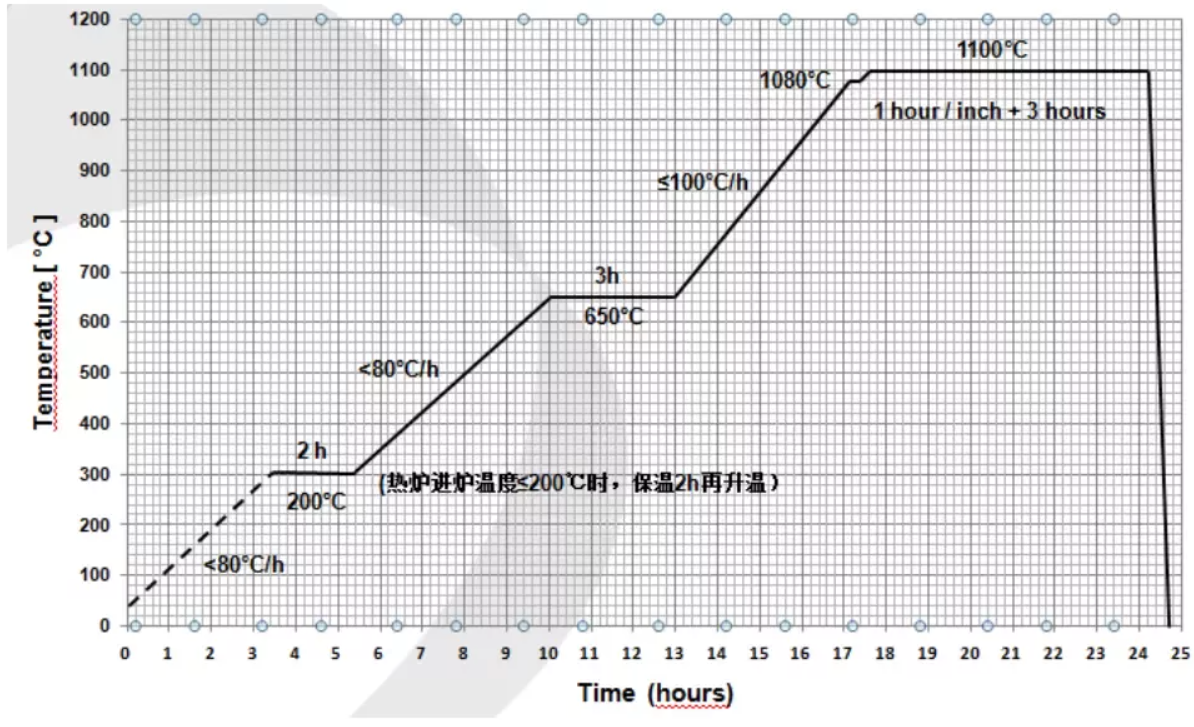
<150 | Đường cong A | 200 | 1100 | 1 giờ / inch + 3 giờ |
| ≥150 | Đường cong B | 200 | 1120 | 1 giờ / inch + 4 giờ | |
| JY720 JY750 JY770 |
<150 | Đường cong B | 200 | 1120 | 1 giờ / inch + 4 giờ |
| ≥150 | Đường cong C | 200 | 1120 | 1 giờ / inch + 4 giờ |
Cone Crusher Liners Xử lý nhiệt Đường cong A
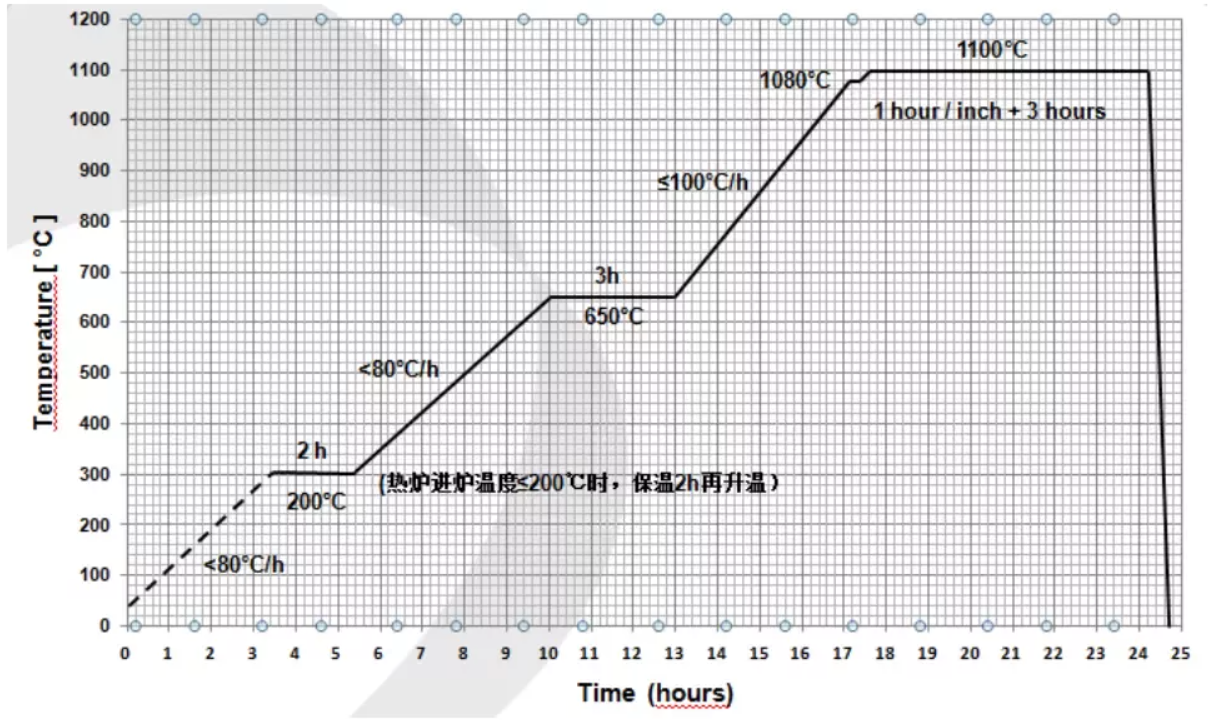
Cone Crusher Liners Xử lý nhiệt Đường cong B
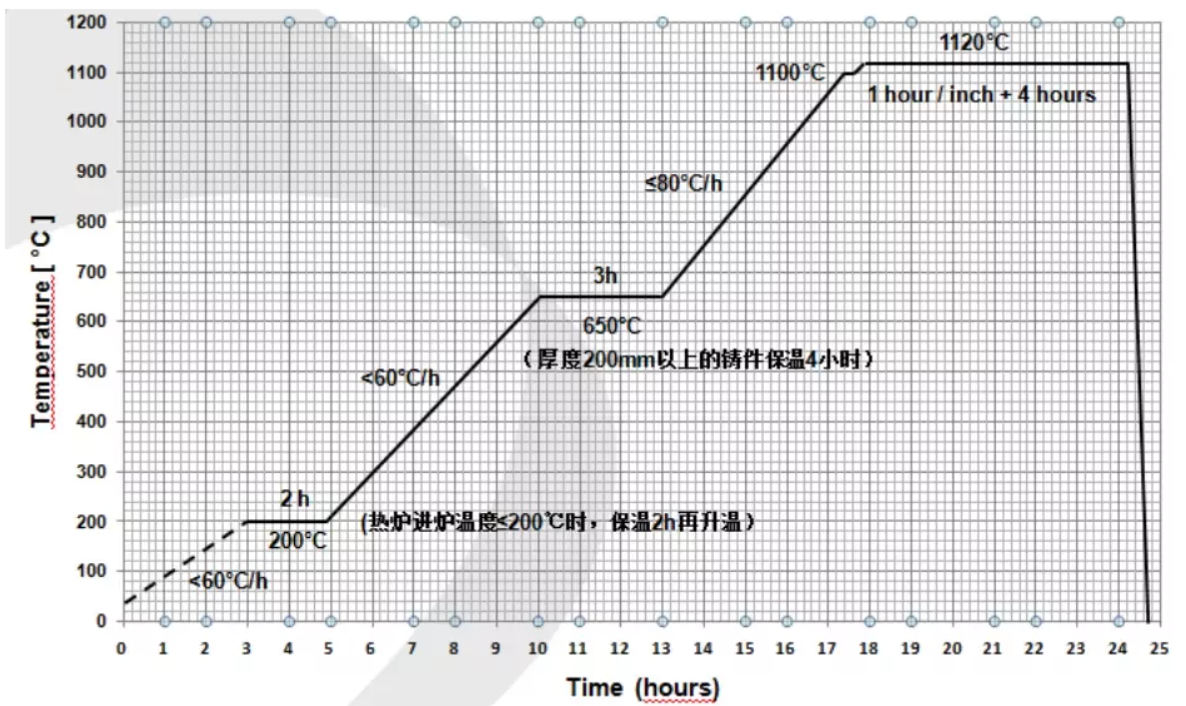
Cone Crusher Liners Xử lý nhiệt Đường cong C
Một số lưu ý:
- Trong trường hợp các cấp và độ dày hợp kim khác nhau trong cùng một tải trọng, đường cong tới hạn hơn phải được xem xét. Đường cong C quan trọng hơn đường cong B. Đường cong B quan trọng hơn đường cong A.
- Thời gian ngâm được xác định tùy theo độ dày của chất tải đúc và phép đo phải được thực hiện ở độ dày lớn nhất của vật đúc.

