
Papír ukazuje Hunan JY Casting's vložka kuželového drtiče standard tepelného zpracování. Než začneme zavádět náš standard, potřebujeme znát některé pojmy:
Co jsou vložky kuželových drtičů?
Vložky kuželových drtičů zahrnují pláště a konkávy kuželových drtičů.
Jaké jsou materiály pro vložky kuželových drtičů?
Protože různé materiály vyžadují různé tepelné zpracování, potřebujeme znát materiály pro vložky kuželových drtičů:
- JY510. Je nízké kvality Hadfield manganová ocel.
- 520 JY. Nekvalitní manganová ocel s legováním molybdenem.
- JY610. Nekvalitní manganová ocel s legováním chromem.
- JY710. Vysoce kvalitní manganová ocel s legováním chromem.
- JY720. Vysoce kvalitní manganová ocel s legováním chromem.
- 750 JY. Vysoce kvalitní speciální manganová ocel.
- JY770. Vysoce kvalitní speciální manganová ocel s legováním molybdenem.
Požadavky na pec
Existují určité požadavky:
- Minimální vzdálenost mezi dvěma odlitky je 1.5násobek maximální tloušťky stěny odlitku.
- Pro odlitky vyrobené v JY720, JY750 a JY770 je limit výšky zatížení stanoven následovně: Maximální tloušťka ≤ 120 mm: maximální stohování je 3 odlitky; Maximální tloušťka>120 mm: maximální stohování je 2 odlévací díly; Za maximální tloušťku se považuje silnější odlitek zatížení.
- Plamen se za žádných okolností nemůže dotknout povrchu odlitků. Obsluha ověří plamen před zahájením procesu ohřevu.
- Minimální vzdálenost mezi odlitky a vnitřními stěnami pece musí být dodržena následovně: Minimální vzdálenost od střechy>300 mm; Minimální vzdálenost od boční stěny pece> 300 mm; Minimální vzdálenost od zadní stěny>200 mm; Minimální vzdálenost od dveří pece>400 mm.
Proces tepelného zpracování vložek kuželového drtiče
Proces tepelného zpracování vložek kuželového drtiče je následující:
| Materiál | Max. Tloušťka (mm) | Rychlost ohřevu (℃/hod.) | Max. Teplota při plnění (℃) | Teplota namáčení (℃) | Čas namáčení |
| JY510 JY520 JY525 JY610 JY710 |
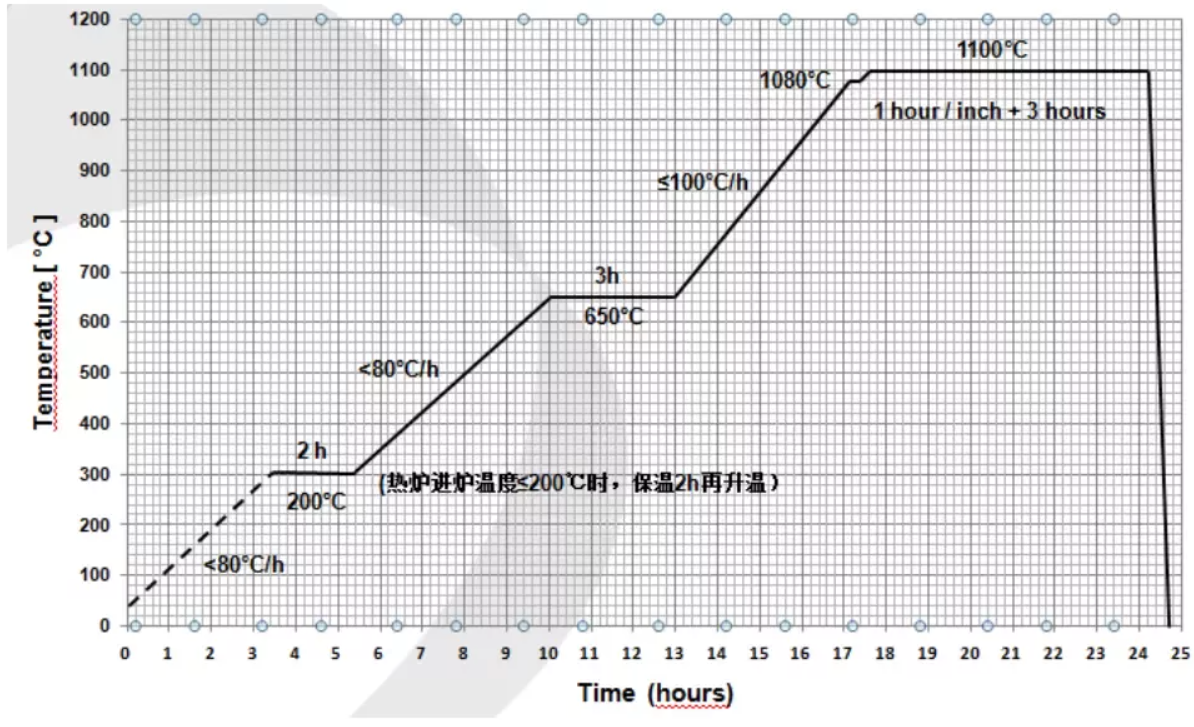
<150 | Křivka A | 200 | 1100 | 1 hodina/palec + 3 hodiny |
| ≥150 | Křivka B | 200 | 1120 | 1 hodina/palec + 4 hodiny | |
| JY720 JY750 JY770 |
<150 | Křivka B | 200 | 1120 | 1 hodina/palec + 4 hodiny |
| ≥150 | Křivka C | 200 | 1120 | 1 hodina/palec + 4 hodiny |
Vložky kuželového drtiče Křivka tepelného zpracování A
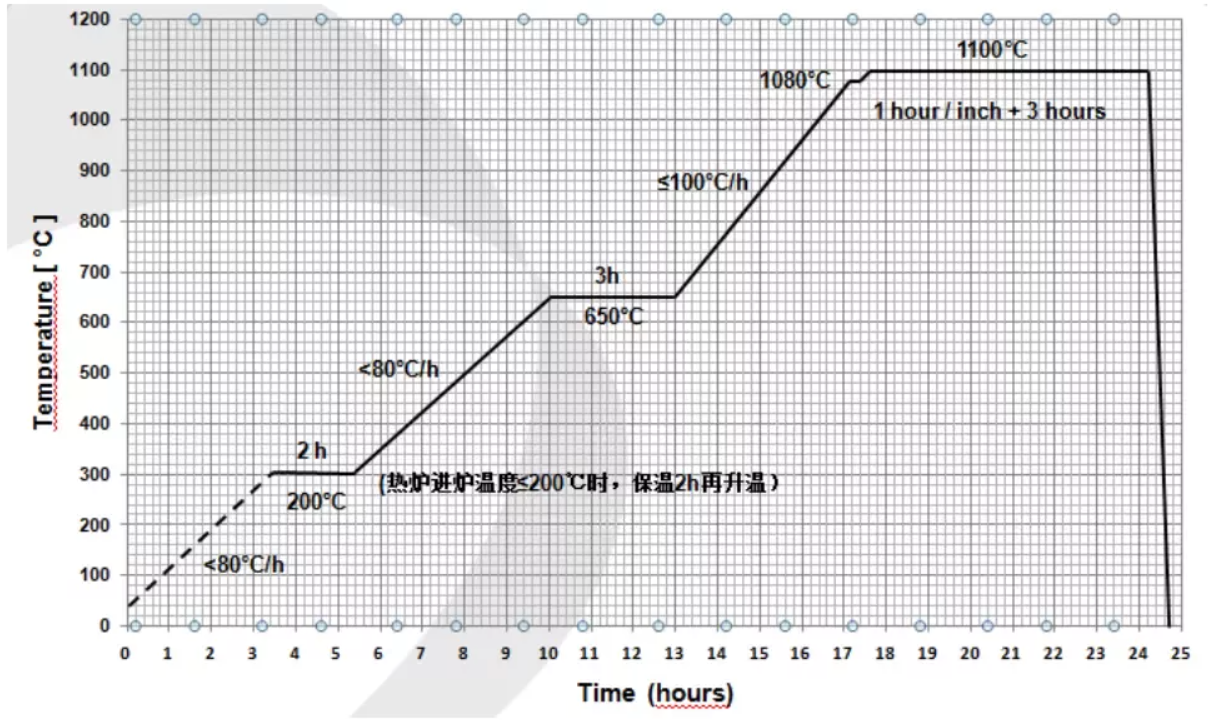
Vložky kuželového drtiče Křivka tepelného zpracování B
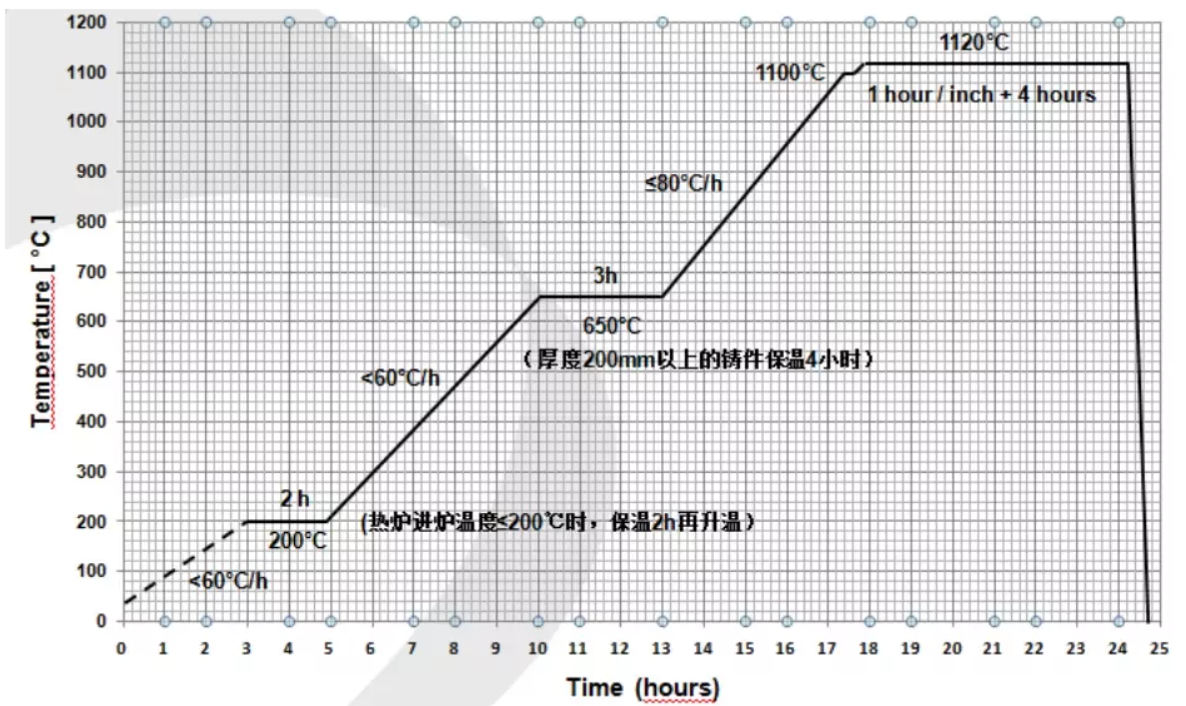
Křivka tepelného zpracování kuželových drtičů C
Některá upozornění:
- V případě různých druhů slitin a tlouštěk při stejném zatížení se musí uvažovat kritičtější křivka. Křivka C je kritičtější než křivka B. Křivka B je kritičtější než křivka A.
- Doba máčení je definována podle silnějšího odlitku zatížení a měření se provádí při maximální tloušťce odlitku.

