
Das Papier zeigt Hunan JY Casting Kegelbrecherauskleidung Wärmebehandlungsstandard. Bevor wir mit der Einführung unseres Standards beginnen, müssen wir einige Konzepte kennen:
Was sind Kegelbrecherauskleidungen?
Kegelbrecherauskleidungen umfassen Kegelbrechermäntel und -körbe.
Was sind die Materialien für Kegelbrecherauskleidungen?
Da unterschiedliche Materialien unterschiedliche Wärmebehandlungen benötigen, müssen wir die Materialien für Kegelbrecherauskleidungen kennen:
- JY510. Es ist minderwertig Hadfield-Manganstahl.
- JY520. Niedriger Manganstahl mit Molybdänlegierung.
- JY610. Niedriger Manganstahl mit Chromlegierung.
- JY710. Mangan-Edelstahl mit Chromlegierung.
- JY720. Mangan-Edelstahl mit Chromlegierung.
- JY750. Hochwertiger Mangan-Spezialstahl.
- JY770. Hochwertiger Mangan-Spezialstahl mit Molybdän-Legierung.
Ofenanforderungen
Es gibt einige Anforderungen:
- Der Mindestabstand zwischen zwei Gussteilen beträgt das 1.5-fache der maximalen Wandstärke des Gussteils.
- Für in JY720, JY750 und JY770 hergestellte Gussteile wird die Grenze der Ladehöhe wie folgt festgelegt: Maximale Dicke ≤ 120 mm: maximale Stapelung beträgt 3 Gussteile; Maximale Dicke>120 mm: Maximale Stapelung ist 2 Gussteile; Als maximale Dicke gilt der dickere Guss der Belastung.
- Auf keinen Fall darf die Flamme die Oberfläche der Gussteile berühren. Der Bediener muss die Flamme vor Beginn des Heizvorgangs überprüfen.
- Der Mindestabstand zwischen Gussstücken und den Innenwänden des Ofens muss wie folgt eingehalten werden: Mindestabstand vom Dach>300 mm; Mindestabstand von der Ofenseitenwand> 300 mm; Mindestabstand von der Rückwand>200mm; Mindestabstand zur Ofentür>400mm.
Wärmebehandlungsprozess für Kegelbrecherauskleidungen
Der Wärmebehandlungsprozess von Kegelbrecherauskleidungen ist wie folgt:
| Werkstoff | max. Dicke (mm) | Heizrate (℃/Stunde) | max. Ladetemperatur (℃) | Einweichtemperatur (℃) | Einweich Zeit |
| JY510 JY520 JY525 JY610 JY710 |
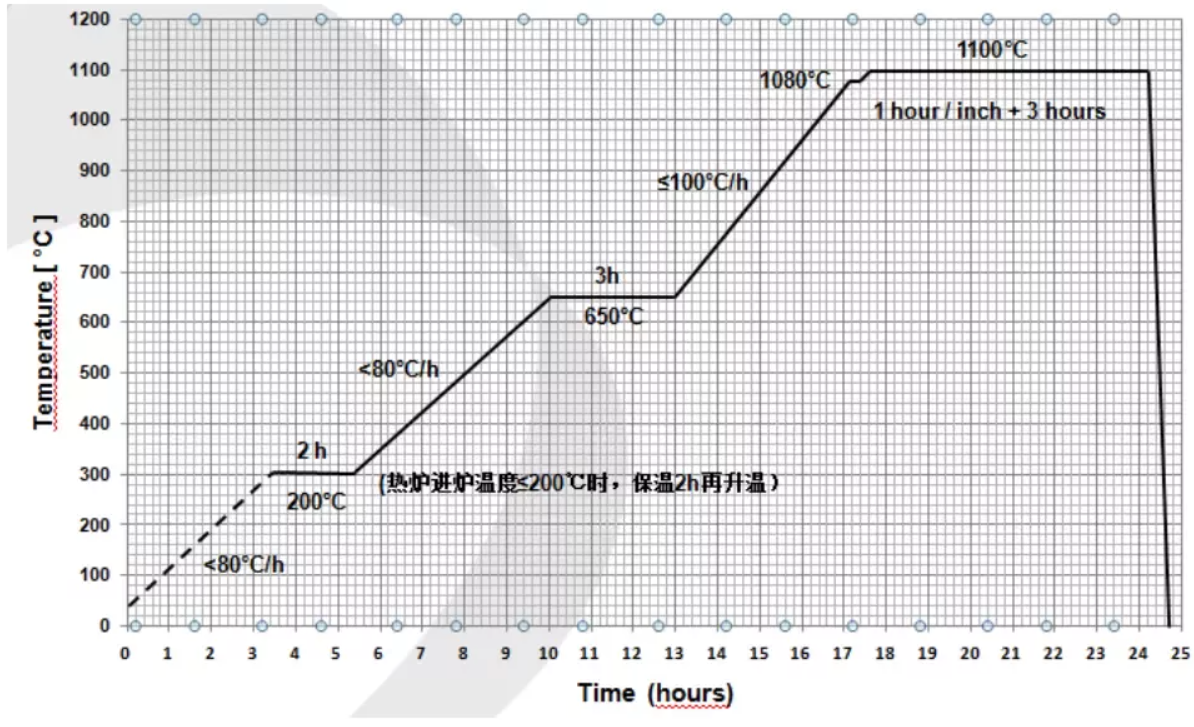
<150 | Kurve A | 200 | 1100 | 1 Stunde/Zoll + 3 Stunden |
| ≥150 | Kurve B | 200 | 1120 | 1 Stunde/Zoll + 4 Stunden | |
| JY720 JY750 JY770 |
<150 | Kurve B | 200 | 1120 | 1 Stunde/Zoll + 4 Stunden |
| ≥150 | Kurve C | 200 | 1120 | 1 Stunde/Zoll + 4 Stunden |
Kegelbrecherauskleidungen Wärmebehandlungskurve A
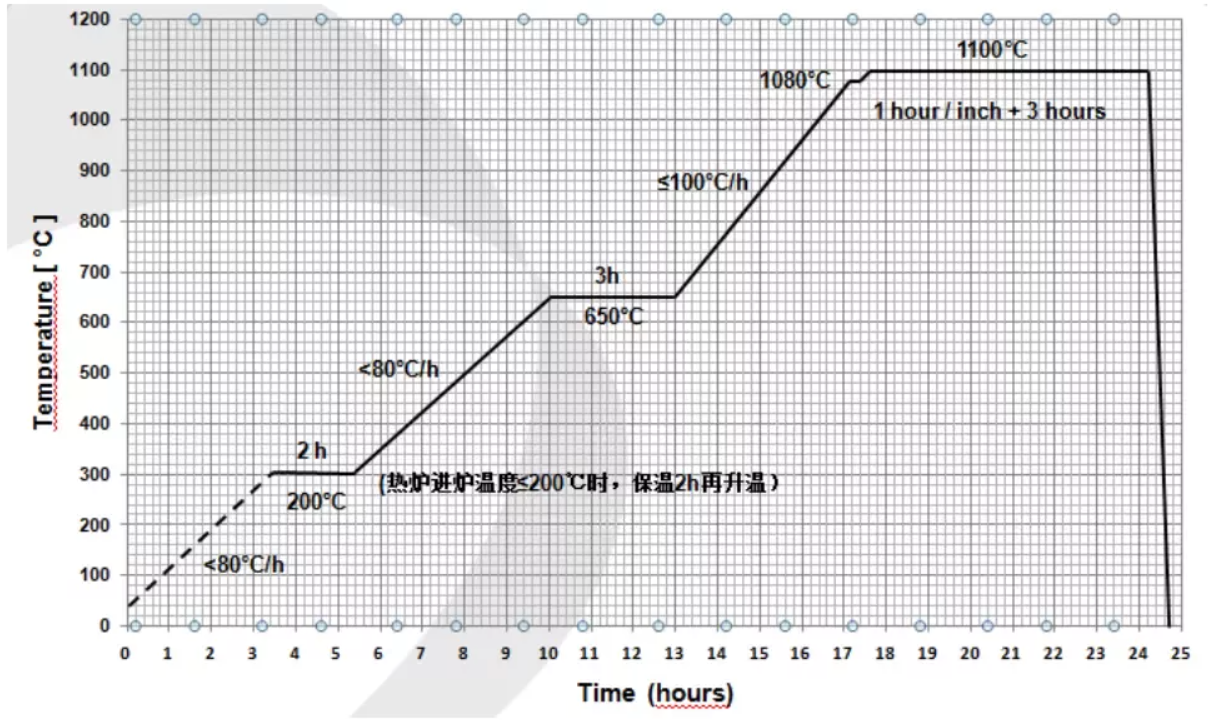
Kegelbrecherauskleidungen Wärmebehandlungskurve B
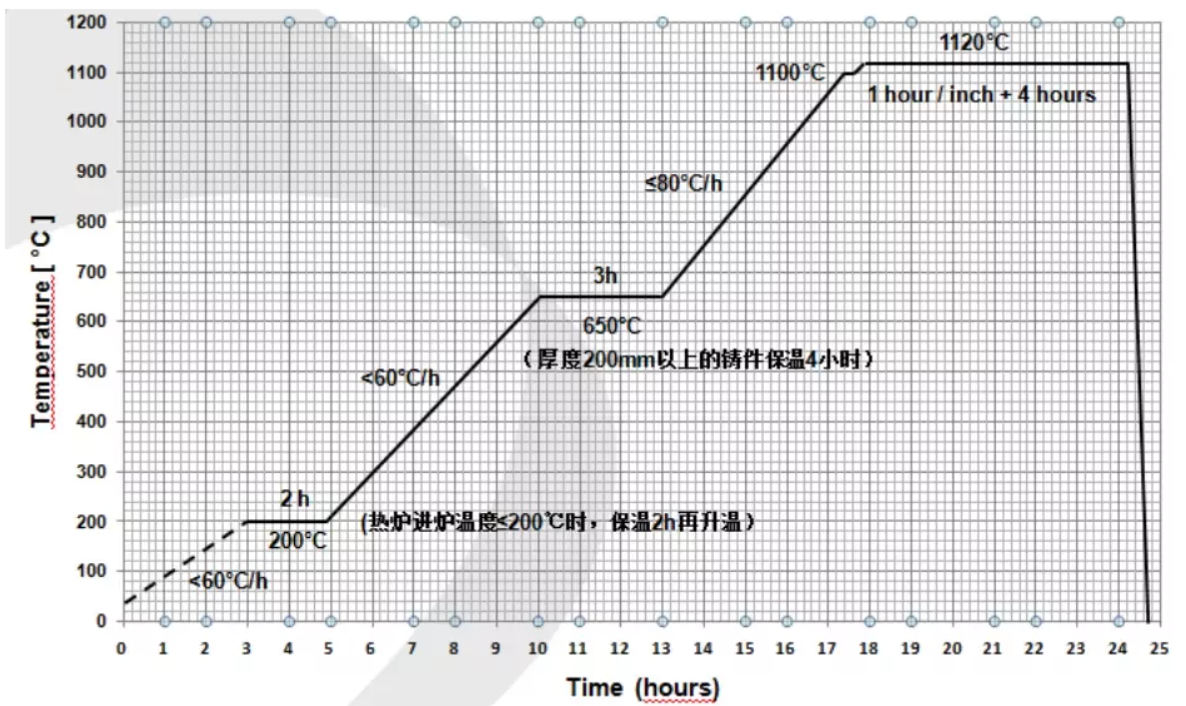
Kegelbrecherauskleidungen Wärmebehandlungskurve C
Einige Hinweise:
- Bei unterschiedlichen Legierungssorten und Dicken bei gleicher Belastung ist die kritischere Kurve zu berücksichtigen. Kurve C ist kritischer als Kurve B. Kurve B ist kritischer als Kurve A.
- Die Durchwärmzeit wird entsprechend dem dickeren Gussstück der Ladung definiert, und die Messung muss bei der maximalen Dicke des Gussstücks durchgeführt werden.

