
Kağıt, Hunan JY Casting'in koni kırıcı astar ısıl işlem standardı. Standardımızı tanıtmaya başlamadan önce bazı kavramları bilmemiz gerekiyor:
Konik kırıcı gömlekleri nelerdir?
Konik kırıcı gömlekleri, koni kırıcı mantoları ve içbükeyleri içerir.
Konik kırıcı gömlekleri için malzemeler nelerdir?
Farklı malzemeler farklı ısıl işlemlere ihtiyaç duyduğundan, konik kırıcı gömlekleri için malzemeleri bilmemiz gerekir:
- JY510. bu düşük dereceli Hadfield Manganez Çeliği.
- JY520. Molibden alaşımlı düşük kaliteli manganlı çelik.
- JY610. Krom alaşımlı düşük kaliteli manganlı çelik.
- JY710. Krom alaşımlı yüksek kaliteli manganlı çelik.
- JY720. Krom alaşımlı yüksek kaliteli manganlı çelik.
- JY750. Yüksek kaliteli özel manganlı çelik.
- JY770. Molibden alaşımlı yüksek kaliteli özel manganlı çelik.
Fırın Gereksinimleri
Bazı gereksinimler vardır:
- İki döküm arasındaki minimum mesafe, dökümün maksimum et kalınlığının 1.5 katıdır.
- JY720, JY750 ve JY770'de üretilen dökümler için yük yüksekliği sınırı şu şekilde belirlenir: Maksimum kalınlık ≤ 120mm: maksimum istifleme 3 döküm parçasıdır; Maksimum kalınlık>120mm: maksimum istifleme 2 döküm parçasıdır; Maksimum kalınlık, yüklemenin daha kalın dökümü olarak kabul edilir.
- Hiçbir durumda alev, dökümlerin yüzeyine dokunamaz. Operatör, ısıtma işlemine başlamadan önce alevi doğrulamalıdır.
- Döküm parçalar ile fırının iç duvarları arasındaki minimum mesafeye aşağıdaki şekilde uyulmalıdır: Çatıdan minimum mesafe>300mm; Yan fırın duvarından minimum mesafe> 300 mm; Arka duvardan minimum mesafe>200mm; Fırın kapısından minimum mesafe>400mm.
Konik Kırıcı Gömlekleri Isıl İşlem Prosesi
Konik kırıcı gömleklerinin ısıl işlem süreci aşağıdaki gibidir:
| Malzeme | Maks. Kalınlık (mm) | Isıtma Hızı (℃/saat) | Maks. Yükleme Sıcaklığı (℃) | Islanma Sıcaklığı (℃) | Islatma süresi |
| JY510 JY520 JY525 JY610 JY710 |
<150 | A eğrisi | 200 | 1100 | 1 saat/inç + 3 saat |
| ≥150 | Eğri B | 200 | 1120 | 1 saat/inç + 4 saat | |
| JY720 JY750 JY770 |
<150 | Eğri B | 200 | 1120 | 1 saat/inç + 4 saat |
| ≥150 | Eğri C | 200 | 1120 | 1 saat/inç + 4 saat |
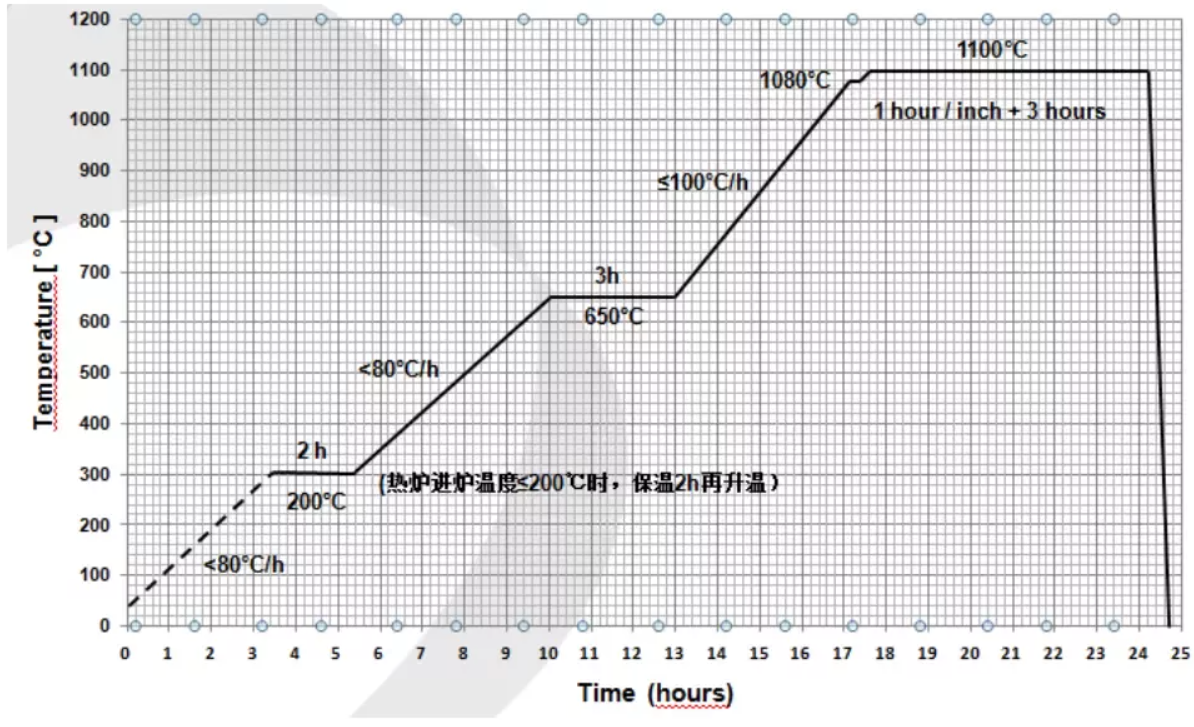
Konik Kırıcı Gömlekleri Isıl İşlem Eğrisi A
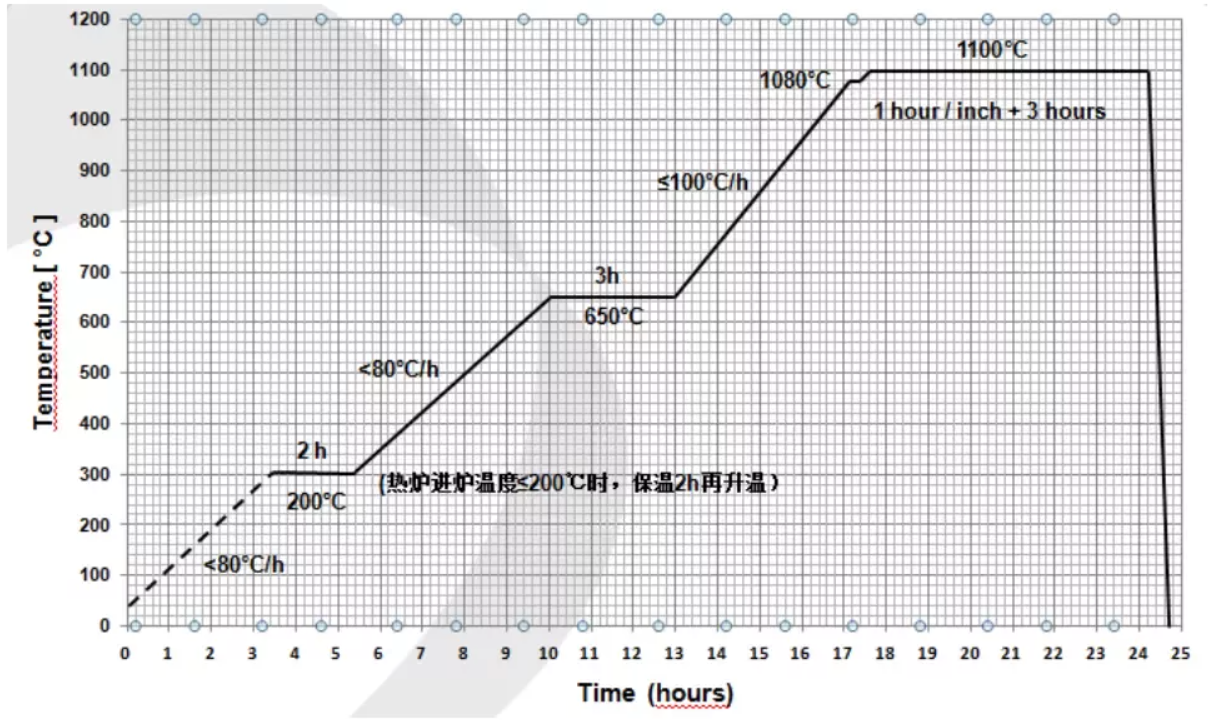
Konik Kırıcı Gömlekleri Isıl İşlem Eğrisi B
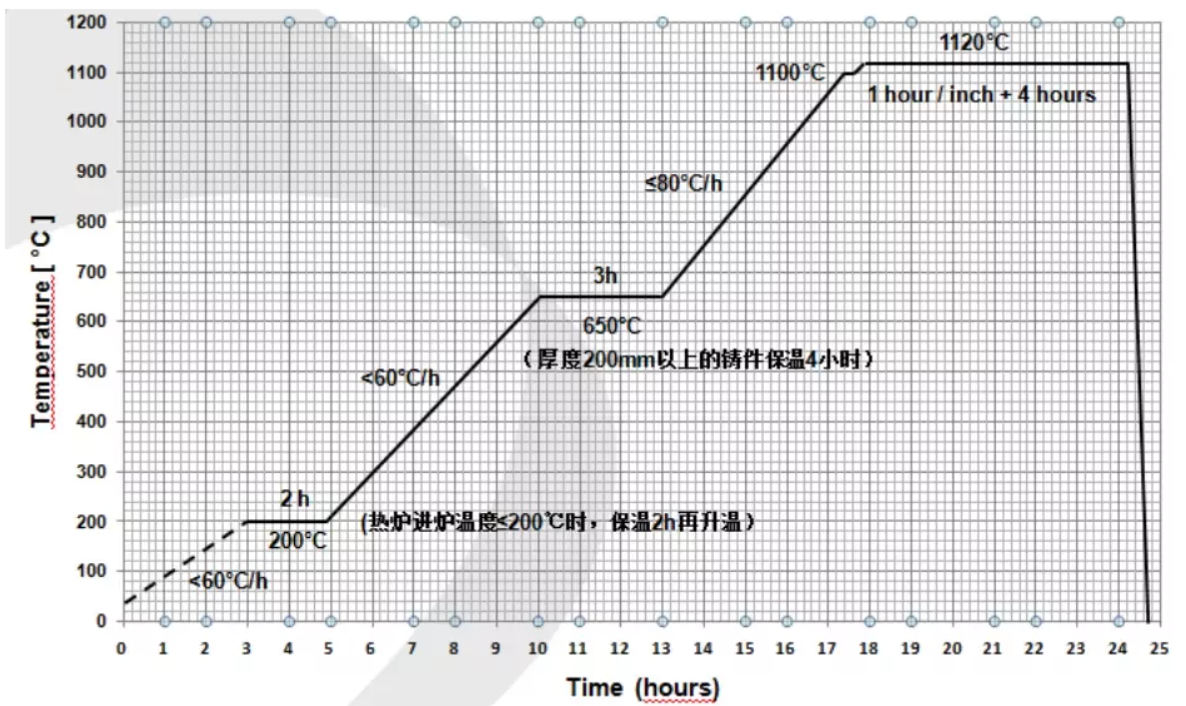
Konik Kırıcı Gömlekleri Isıl İşlem Eğrisi C
Bazı bildirimler:
- Aynı yüklemede farklı alaşım kaliteleri ve kalınlıkları olması durumunda, daha kritik eğri dikkate alınacaktır. Eğri C, eğri B'den daha kritiktir. Eğri B, eğri A'dan daha kritiktir.
- Islatma süresi, yüklemenin daha kalın dökümüne göre tanımlanır ve ölçüm, dökümün maksimum kalınlığında yapılmalıdır.

