
Konik kırıcı gömlekleri ne zaman değiştirilir?
Amaçlanan çalışma ömrünü aşan gömlekler, kırıcıda mekanik sorunlara neden olacaktır. Çok uzun süre itilen bir astar esneyecek ve çatlayacak ve ince veya çatlamış bir mantonun esnemesi koltuk yüzeyinde ciddi hasara neden olacaktır.
Gömleklerin ne zaman yıprandığını belirlemenin %100 kesin bir yolu yoktur, ancak gömlekleri değiştirme zamanının geldiğine dair iki gösterge vardır:
Üretim seviyesi
Konik Kırıcı gömleklerinin değiştirilmesi gerektiğinin iyi bir göstergesi, üretim seviyesinde veya çıktıda %10 veya daha fazla düşüş olmasıdır.
astar kalınlığı
Uygulamaya bağlı olarak, Koni Kırıcı astar haznenin her yerinde eşit olarak aşınıyorsa, tabanda yaklaşık 1" (2.5 cm) kalınlığa kadar aşındığında, genellikle değiştirmeyi düşünmenin zamanı gelmiştir. Yaklaşık 3/4" ila 5/8" (1.9 cm ila 1.6 cm) kalınlığında, astar çatlayacak ve destek malzemesinin parçalanmaya başlamasına neden olacaktır. Bu, astarların gevşemesine neden olacaktır. Gömlekler gevşerse, devam eden işlem destek çanağındaki yuvayı veya Koni Kırıcının kafasını tahrip edebilir.
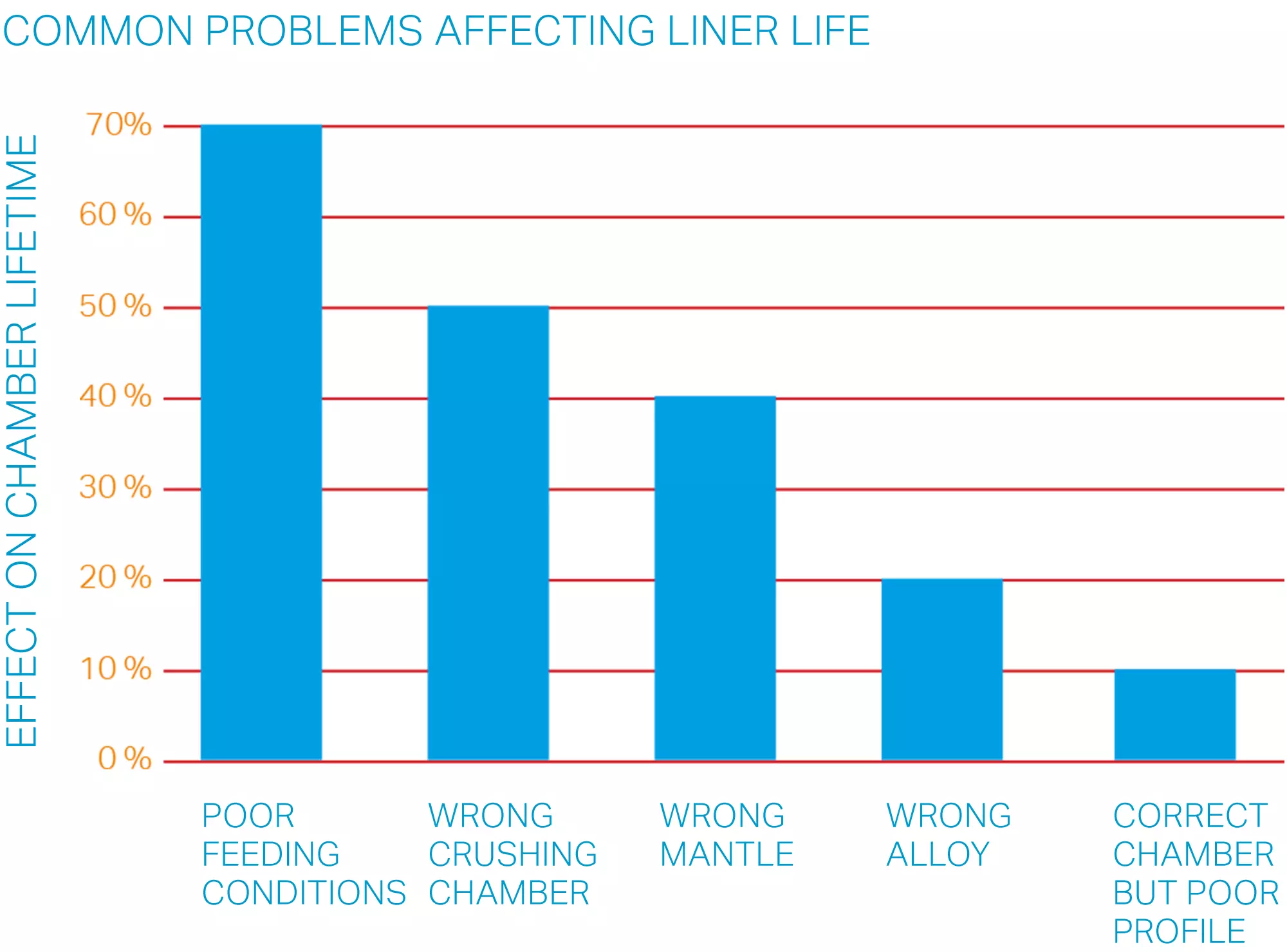
Aşınmış bir mantoya sahip bir kırıcıya asla yeni bir içbükey astar veya aşınmış bir içbükey astara sahip bir kırıcıya yeni bir manto yerleştirmemeniz şiddetle tavsiye edilir. Yeni ve aşınmış bileşenlerin eşleşmesi, kırma haznesinin profilini değiştirecek ve beslemenin kırma haznesine girmesini kısıtlayacak ve bu da üretilen saat başına çıktıyı azaltacaktır.
Konik kırıcı gömlekleri nasıl değiştirilir?
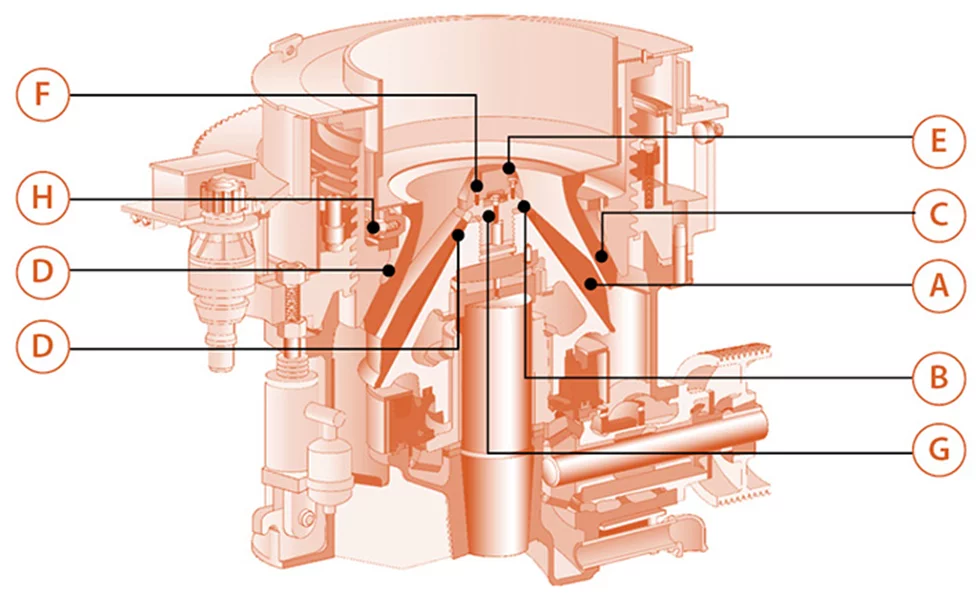
İşleme tesisinde belirli malzemelerin mevcut olması, aşınma gömlekleri değiştirilirken ekipman arıza süresini en aza indirebilir. Bu malzemeler şunları içerir:
- A) Örtü – kafa astarı olarak da bilinir.
- B) Kesme halkası – kesme halkası yeniden kullanılamaz, bu nedenle manto her değiştirildiğinde yeni bir halka takılmalıdır.
- C) Kase astarı
- D) Dolgu malzemesi – amacı, astarları tutturmak değil, yastıklamak (şok emilimi) sağlamaktır. Daha sonra değiştirmeyi kolaylaştırmak için başlığın/kasenin yağlanması önerilir.
- E) Koni besleme plakası – besleme konisi olarak da bilinir; manto her değiştirildiğinde değiştirilmelidir.
- F) Altıgen (altıgen) başlı cıvata – yalnızca gerekirse değiştirin.
- G) Manto kilitleme civatası – manto her değiştirildiğinde bu civatanın değiştirilmesi gerekli değildir, ancak değiştirilmesi gerektiğinde şantiyede yeni bir kilitleme civatası hazır bulundurulmalıdır.
- H) Kare başlı cıvata takımı – her kaplama malzemesi değişiminde bu cıvatanın/cıvataların değiştirilmesi gerekli değildir, ancak şantiyede her zaman bir takım bulunması önemlidir.
Gömlekler değiştirildiğinde kontrol edilmesi gereken diğer aşınma parçaları:
- Ana çerçeve astarı
- Karşı ağırlık astarı
- karşı mil koruması
- Çerçeve kol koruması
- Yeni gömleklerin ilk setinde, hedef kırıcı ayarına ulaşıldığında pinyon dişinin bir sürücü halkası dişi ile temas ettiği ayar kapağı sürücü halkasına bir işaret koyun.
- Bu astar setinde astar aşınmasını telafi etmek için kullanılan diş sayısının doğru bir kaydını tutun.
- İlk gömlek seti aşındıktan sonra, ancak hazneyi hareket ettirmeden önce, sürücü halkasının hareket ettiği toplam diş sayısını kaydedin ve ayrıca toz kabuğunun yanına, ayar kapağının hemen altına yatay bir astar boyayın. Bu, sonraki astar setlerinin yıpranmaya ne kadar yakın olduğunu belirlemek için temel olacaktır.
- Yeni bir astar seti takıldığında, sürücü halkasının hareket ettirdiği diş sayısının bir kaydını tutun ve bu sayıyı ilk gömlek setindeki toplam sayı ile karşılaştırın. Bu, astar aşınmasının bir tahminini verecektir. Toz kabuğu üzerine boyanmış yatay işaret, astarlar aşınma sınırına yaklaştığında da belirtilecektir. Aşınmış astarlı ayar başlığının (A-boyut) yaklaşık minimum yükseklikleri ekli tablolarda listelenmiştir.
Koni kırıcı mantosunu değiştirin
Aşınmış mantoyu çıkarmak ve aşağıdaki adımlarla işlenen yeni bir yedek manto takmak için:
- Besleme plakasını çıkarın. Kilitleme somunu çalışma sırasında otomatik olarak sıkıldığından ve manto esneme eğiliminde olduğundan, somunun sökülmesinde zorluk yaşanabilir. Kilitleme somununun hemen altında bulunan torç halkası, somun üzerindeki basıncı azaltmak için destek malzemesi seviyesinin üzerinde torçla kesilmelidir. Halka, kafaya zarar vermemek için son derece dikkatli bir şekilde, tamamen kesilmeli. Kilitleme somunu artık kafadan gevşetilebilir durumda olmalıdır. Kilitleme somununu saat yönünde çevirin.
- Kaldırma yöntemlerinden birini kullanarak aşınmış mantoyu başından kaldırın.
- Kafanın üzerinde kalabilecek herhangi bir destek malzemesini ufalayın. Genellikle, destek malzemesi mantoya yapışır ve eğer varsa, kafada çok az ufalanma gerekir.
- Yeni bir astar seti takıldığında, manto ile kafa arasındaki ve kase astarı ile kase arasındaki destek malzemesinin yeniden doldurulması gerekir.
- Mantonun oturma yüzeyindeki herhangi bir bozuk boyayı veya küreyi çıkarın.
- Baştaki ve kilitli somundaki dişleri inceleyin. Mevcut olabilecek çapakları veya çentikleri giderin ve ipliği iyice temizleyin. İpleri bir kayma önleyici bileşik ile kaplayın.
- Kafadaki manto oturma yüzeyini kontrol edin.
- Kafanın dışına hafif bir yağlama yağı kaplaması uygulayın. Bu, epoksinin kafaya yapışmasını önleyecektir.
- Hem epoksinin dökülmesi hem de kendi kendine sıkma özelliği için mantonun düzgün oturması önemlidir. Gevşek veya eğimli bir manto, kafadaki manto yuvasına zarar verebilir.
- Kilitleme somununu ve torç halkasını çıkarın, ardından mantonun üstüne 4 derece aralıklarla eşit aralıklarla 40 mm kalınlığında 90 parça çelik yerleştirin. Kilitleme somununu başa yeniden takın.
- Kilitleme somunundaki girintili ceplerden birinin kenarına bir kızak çubuğu yerleştirin.
- Manto yuvasının her tarafında bir kalınlık ölçer kullanarak mantonun kafaya sıkıca dayandığını kontrol edin. Açıklık 0.025 mm'den fazla olmamalıdır.
- Mantonun arkasındaki tüm boşluğu başın üst kısmının hemen altına kadar epoksi ile doldurun.
- Destek malzemesi tamamen sertleştikten sonra kilitleme somununu ve boşluk çubuklarını çıkarın.
- Baştaki ve kilitli somundaki dişleri inceleyin. Mevcut olabilecek çapakları veya çentikleri giderin ve dişleri iyice temizleyin. Dişleri, tercihen %10 molibden disülfür gücü ile karıştırılmış gres veya yağlama yağı ile kaplayın.
- Torç halkasını, manto üzerinde ortalandığından emin olarak manto üzerine yerleştirin.
- Kilitleme somununu kafaya vidalayın ve çelik çubuğa karşı kızakla somunu sağlam bir şekilde sıkın. Kilitleme somununun kesinlikle sıkı olması önemlidir. Somunun yeterince sıkılmaması, mantonun gevşemesine ve kilitleme somununa, başlığa, mantoya veya baş üzerindeki manto yuvasına zarar verebilir.
- Kafayı takın.
Konik kırıcı içbükeyini değiştirin
Üfleme astarının çıkarılması
Kase astarlarını aşağıdaki gibi çıkarın:
- Ayar kapağını ve hazneyi daha önce çıkarın.
- Ayar halkası, sıkıştırma halkası ve hazne üzerindeki dişleri iyice temizleyin, tüm kir, pas ve eski yağ kalıntılarını giderin.
- Besleme hunisini kasenin içinden kaldırın. Bu, kase astarını kaseye tutan kamalara erişim sağlayacaktır. Takozlar, hazneye dübellenmiş hazne adaptör halkasının üstünde bulunur.
- Kilit plakalarını kamalara tutan kopilyaları çıkarın. Ardından kilit plakalarını kaldırın, bu küresel somunları açığa çıkaracak ve kamaların gevşemesine izin verecektir.
- Açık uçlu bir anahtar kullanarak, somun ile kama arasında 12 mm'lik bir mesafe elde etmek için her bir kama konumundaki kare başlı cıvatalardaki küresel somunları sökün.
- Kaseyi astardan kaldırmak için yaklaşık 25 mm kaldırın. Bazen destek malzemesi, kase yanlış hazırlanmışsa, astarı kasede kilitleyebilir. Kase astarlara yapışırsa, destek malzemesini gevşetmek için astarın üstüne dikey olarak vurun. Astar serbest kaldığında, hazneyi astardan kaldırın ve güvenli ahşap blokların üzerine yerleştirin.
- Kase üzerinde kalabilecek herhangi bir destek malzemesini ufalayın. Genellikle, destek malzemesi astara yapışacaktır ve varsa, kasede çok az ufalanma gerekli olacaktır.
- Kase astarının neden olduğu çıkıntılar için kasedeki kase astarı oturma yüzeyini inceleyin. Hafif bir çıkıntı bulunursa, tüm konik oturma yüzeyinin pürüzsüz, sürekli ve çıkıntısız olması için taşlanmalıdır. Kase astarından kase astarına kadar değişen kase astarı oturma yüzeyi uzunluğu nedeniyle, kase yuvasındaki bir çıkıntı, kase astarının kaseye tam olarak oturmamasına neden olabilir. Bu, muhtemelen kase astarının ezme sırasında gevşemesine ve bunun sonucunda kase oturma yüzeyinde daha fazla hasara neden olabilir.
Kase astarı montajı
Kase astarını aşağıdaki gibi takın:
- Kase astarını uygun ahşap blokaj üzerine yerleştirin. Engellemenin haznenin astara tam olarak oturmasına izin vereceğinden emin olun.
- Kase astar sarmalının yüksek noktasının üzerine bir tebeşir işareti uygulayın.
- Epoksi desteğin hazneye yapışmasını önlemek için haznenin içine hafif bir yağlama yağı kaplaması uygulayın.
- Adaptör halkasındaki durdurma blokları 2. adımdaki tebeşir işaretlerinin üzerinde ortalanacak şekilde hazneyi ve ayar kapağını hazne astarındaki yerine indirin.
- Kase astarının üst flanşının dış çapı ile kasenin iç çapı arasındaki boşluğu, astarın kasede ortalandığından emin olmak için 90 derece aralıklarla dört yerde ölçün. Gevşek veya eğimli bir kase astarı, kase astarı kase oturma yüzeyine zarar verebilir.
- Her kamayı, durdurma blokları arasındaki adaptör halkasının üzerine yerleştirin. Kase astarına temas edene kadar onları ileri doğru itin.
- Kamanın, kamanın eğimli yüzeyinin orta noktasında çanak astarına temas ettiğinden emin olmak için kamanın kase astarına her temas noktasını kontrol edin. Doğru temas noktasını elde etmek için gerekirse kamanın altına şimleri çıkarın veya takın. Şimler yerinde punta kaynaklı olmalıdır.
- Kare başlı cıvataları ve küresel somunları, cıvata başının çanak yuvasına kaynaklanmış olan anahtarlığın altında olduğundan emin olarak kamaların arkasına yerleştirin.
- Açık uçlu bir kızak anahtarı kullanarak, tüm kamalar kase astarının sarmal kısmına sıkı bir şekilde oturana kadar her bir somunu çapraz bir düzende dönüşümlü olarak sıkın. Takozlar güvenli bir şekilde sıkılmalı ve kaseye düzgün şekilde oturmalıdır. Astar yuvasının her tarafında bir kalınlık ölçer kullanarak kase astarının kaseye sıkıca dayandığını kontrol edin. Açıklık 0.25 mm'den fazla olmamalıdır. Kasenin bu bölgesinde aşınma nedeniyle herhangi bir açıklık varsa, bu açıklıkları dökme sırasında desteğin dışarı sızmasını önlemek için kil, kalafat veya cilalı bileşik ile doldurun.
- Yaklaşık miktarda epoksi hazırlayın.
- Destek sertleştikten sonra tüm kamaları ve küresel somunları sıkılık açısından tekrar kontrol edin.
- Kilit plakalarını küresel somunların üzerine takın ve uzun bir çatal pim kullanarak kilit plakalarını kamaya sabitleyin. Kilit plakaları, küresel somunların titreşerek gevşemesini ve hazne astarının hazne içinde gevşemesini önleyecektir.
- Halihazırda yerinde değilse, kare başlı cıvataların başının hemen yukarısına, kaseye 12mm*12mm*40mm uzunluğunda çelik bir cıvata durdurucu kaynak yapın. Durdurma, kırıcının çalışması sırasında cıvatanın yukarı doğru kaymasını önleyecektir, bu da çanak astarının gevşemesine neden olabilir.
- Besleme hunisini, kasenin üstündeki dübellerin üzerine yeniden takın.
- Kaseyi, sıkıştırma halkasını ve ayar halkasını yağlayın. Bu, haznenin ayar halkası içinde serbestçe dönmesini sağlamak için çok önemlidir.
- Kalan bileşenleri yeniden birleştirin.

Yorum bırak
Tartışmaya katılmak ister misiniz?Katkıda bulunmak için çekinmeyin!