
Cone Crusher Mantle
What is a cone crusher mantle?
The cone crusher mantle is a moving part that gyrates in an eccentric motion, which covers the head of the crusher to protect it from wear. It is a kind of cone crusher liner.
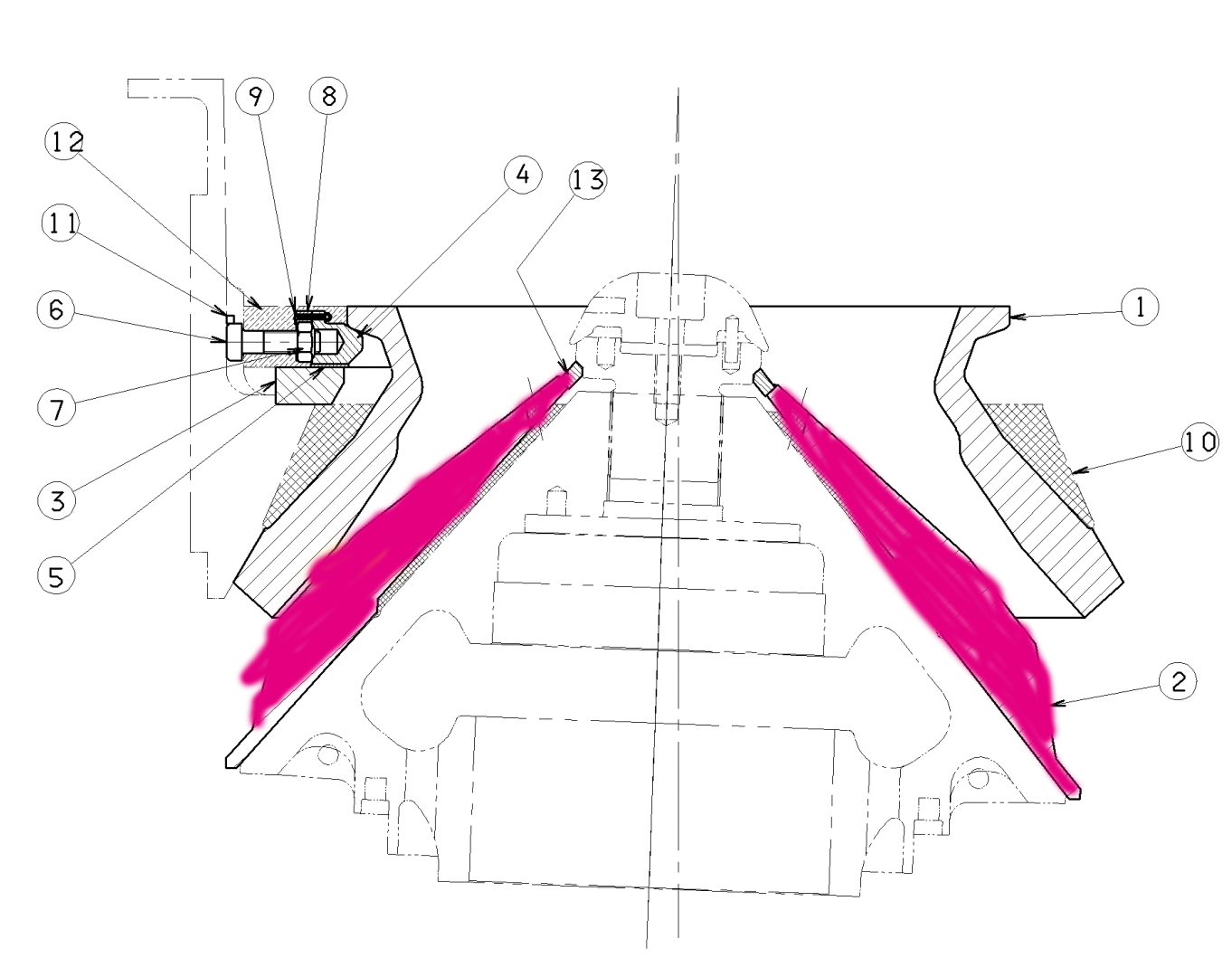
The red area is the cone crusher mantle
Cone Crusher Mantle Seating
It is important that the mantle is seated properly, both for the pouring of the epoxy and the self-tightening feature. A loose or cocked mantle can result in damage to the mantle seat on the head. Install mantle as follows:
- Lower the mantle onto the head.
- Place the torch ring on top of the mantle.
- Thread the lock bolt down CLOSE to the top of the torch ring. By comparing the distance between the top of the torch ring and the bottom of the lock nut, the mantle can be positioned squarely so that the distance is equal all the way around. During installation, a new mantle must be correctly positioned and aligned on the head before the lock bolt is tightened.
- Do not rely on the lock bolt alone to force a cocked mantle into correct alignment. The parts and the distance to be compared are shown in the Illustration below. If the distance is uneven the mantle must be shifted by bumping the top of the mantle sideways, or by bumping or prying upward on the low side of the mantle at the bottom. Before tightening the lock nut, the distance should be equal all around within 1 mm (0.040″) or less.
- Sledge the locking bolt down tight to the center and position the mantle on the head.
- Check that the mantle bears tightly against the head by using a feeler gauge all around the mantle seat as shown in the illustration below. Clearance should be no more than 0.25 mm (0.010″). Should any openings exist due to wear on this area of the head, pack these openings with clay, caulking, or glazing compound to keep the backing from leaking out during pouring. DO NOT apply the seal to the seating surface of the head.
- Paint a vertical line on the lock bolt and the spacer ring. Then heat the lower portion of the mantle (head seat area) with a torch. Heat the mantle to approximately 55° C (130°F). You should be able to touch the mantle but not hold your hand on it! Let mantle cool down before pouring the backing material.
- Turn the bolt with the wrench until fully tightened. Check the mark. The lock bolt should have turned approximately 25 mm (1 inch).
- After tightening the lock bolt on the head, weld the mantle and the torch ring and between the torch ring and the lock bolt as shown in the illustration below. WARNING: The weld must not prevent the plate from bearing on the lock bolt. Use a stainless steel welding rod.
- After the mantle has cooled, fill the entire cavity behind the mantle with backing material up to the bottom of the pouring holes in the mantle.
Cone Crusher Mantle Material Selection
There are different alloys that are commonly used for cone crusher mantle:
- Mn14. This is an 11% to 14% Hadfield manganese. It is used as an all-purpose liner in all secondary and fine crushing applications.
- Mn18 & Mn18Cr2. This is 17% to 18% Hadfield manganese, which also includes 1.5% chrome and 1.25% carbon alloy material. It suits to crush soft and abrasive material.
- Mn22 & Mn22Cr2. This is 22% manganese, 2.5% chrome, and 1.5% carbon alloy that will typically provide longer life than the Mn14 manganese. It suits to crush middle hard and abrasive material.
- Modified Manganese. By adjusting the ratio of manganese to carbon and adding some rare earth elements and molybdenum elements, the mechanical properties of the cone crusher mantles are changed. Normally, this material has a good span life in crushing copper mines.
- TIC rods + Manganese Steel. Hunan JY Casting uses TIC rods inserted into the manganese body. This material has 1.5-2 times span life in crushing hard material.

