
When & How To Change Cone Crusher Liners?
When to change cone crusher liners?
Liners that exceed their intended operating life will cause mechanical problems with the crusher. A liner that is pushed too long will flex and crack, and the flexing of a thin or cracked mantle will cause severe seat surface damage.
There is no 100% definitive way to determine when liners are worn out, but there are two indications it is time to change the liners:
Production level
A good indication the Cone Crusher liners need to be changed is when there is a 10% or more drop in production level or throughput.
Liner thickness
Depending on the application, If the Cone Crusher liner is wearing evenly throughout the chamber, when it has worn down to about 1” (2.5 cm) thick at the bottom it is generally time to consider changing it. At about 3/4” to 5/8” (1.9 cm to 1.6 cm) thick, the liner will crack, causing the backing material to begin to disintegrate. This will cause the liners to break loose. If the liners break loose, the continued operation could destroy the seat on the support bowl or the head of the Cone Crusher.
It is strongly advised to never place a new concave liner in a crusher with a worn mantle or a new mantle in a crusher with a worn concave liner. Mating new and worn components will change the profile of the crushing chamber and restrict the feed from entering the crushing chamber, which will reduce the output per hour produced.
How to change cone crusher liners?
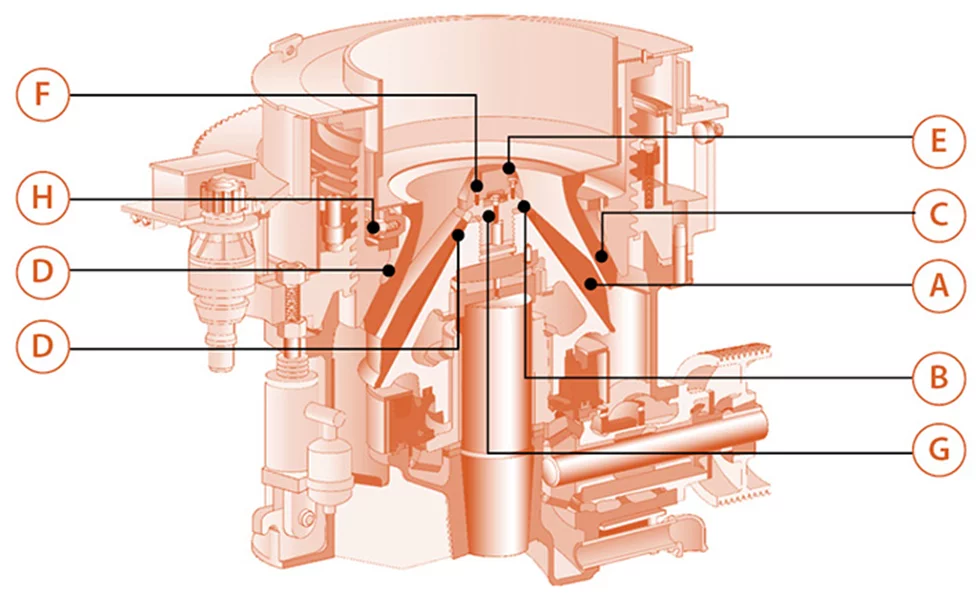
Having certain materials available at the processing plant can minimize equipment downtime when replacing the wear liners. These materials include:
- A) Mantle – also known as head liner.
- B) Cutting ring – the cutting ring is not reusable, so a new ring should be installed every time the mantle is replaced.
- C) Bowl liner
- D) Padding material – its purpose is to cushion (shock absorption), not to fasten the liners. Lubrication of the head/bowl is recommended to facilitate subsequent replacement.
- E) Cone feed plate – also known as the feed cone; it should be replaced every time the mantle is replaced.
- F) Hex (hexagonal) head bolt – replace only if necessary.
- G) Mantle locking bolt – replacement of this bolt is not necessary with every replacement of the mantle, but a new locking bolt should be kept on hand at the worksite just in case it needs to be replaced.
- H) Set of square-head bolts – replacement of this/these bolt(s) is not necessary with every replacement of lining materials, but it is important to always have a set available at the worksite.
Other wear parts that should be inspected whenever liners are replaced:
- Main frame liner
- Counterweight liner
- Countershaft guard
- Frame arm guard
- On the initial set of new liners, place a mark on the adjustment cap driver ring where the pinion tooth makes contact with a driver ring tooth when the target crusher setting has been achieved.
- Keep an accurate record of the number of teeth used to compensate for liner wear on this set of liners.
- After the initial set of liners has worn out, but before moving the bowl, record the total number of teeth the driver ring has moved and also paint a horizontal liner on the side of the dust shell just below the bottom of the adjustment cap. This will be the baseline for determining how close the next liner sets are to being worn out.
- When a new liner set has been installed, keep a record of the number of teeth the driver ring has moved and compared this number to the total number from the initial set of liners. This will give an estimation of the liner wear. The horizontal mark painted on the dust shell will also be indicated when the liners are approaching the wear limit. The approximate minimum heights of the adjustment cap (A-dimension) with worn liners are listed in the attached tables.
Replace the cone crusher mantle
To remove the worn mantle and install a new replacement mantle, processed as the following steps:
- Remove the feed plate. Since the locking nut automatically tightens during operation and the mantle tends to stretch, difficulty may be experienced in unscrewing the nut. The torch ring, located just below the locking nut should be torch cut above the backing material level to relieve the pressure on the nut. The ring should be cut all the way through, being extremely careful not to damage the head. The locking nut should now be free to unscrew from the head. Turn the locking nut in a clockwise direction.
- Lift the worn mantle free of the head using one of the lifting methods.
- Chip off any backing material which might remain on the head. Usually, the backing material will adhere to the mantle and little, if any, chipping is required on the head.
- Whenever a new set of liners is installed, it is necessary to repour the backing material between the mantle and head and between the bowl liner and bowl.
- Remove any upset paint runs or globs from the seating surface of the mantle.
- Examine the threads on the head and locking nut. Remove any burrs or nicks which might exist and clean the thread thoroughly. Coat the threads with an anti-seize compound.
- Check mantle seating surface on the head.
- Apply a light coating of lubricating oil to the outside of the head. This will prevent the epoxy from sticking to the head.
- It is important that the mantle is seated properly, both for the pouring of the epoxy and the self-tightening feature. A loose or cocked mantle can result in damage to the mantle seat on the head.
- Remove the locking nut and torch ring, then place 4 pieces of steel 40mm thick, equally spaced 90 degrees apart, on the top of the mantle. Re-install the locking nut on the head.
- Place a sledding bar against the edge of one of the recessed pockets in the locking nut.
- Check that the mantle bears tightly against the head by using a feeler gauge all around the mantle seat. Clearance should be not more than 0.025mm.
- Fill the entire cavity behind the mantle with epoxy to just below the top of the head.
- After the backing material has fully hardened, remove the locking nut and space bars.
- Examine the threads on the head and locking nut. Remove any burrs or nicks which might exist and clean the threads thoroughly. Coat the threads with grease or lubricating oil, preferably mixed with 10% of molybdenum disulfide power.
- Place the torch ring on the mantle being sure that it is centered on the mantle.
- Screw the locking nut onto the head and tighten the nut securely by sledging against the steel bar. It is important that the locking nut is absolutely tight. Failure to adequately tighten the nut could cause the mantle to loosen and result in damage to the locking nut, head, mantle, or the mantle seat on the head.
- Install the head.
Replace the cone crusher concave
Blow liner removal
Remove the bowl liners as follows:
- Remove the adjustment cap and the bowl earlier.
- Thoroughly clean the threads on the adjustment ring, clamping ring, and bowl, removing all traces of dirt, rust, and old grease.
- Lift the feed hopper from within the bowl. This will give access to the wedges which hold the bowl liner to the bowl. The wedges are located on the top of the bowl adapter ring dowelled to the bowl.
- Remove the cotter pins that hold the lock plates to the wedges. Then lift out the lock plates, this will expose the spherical nuts and permit the wedges to be loosened.
- Using an open-end wrench, unscrew the spherical nuts on the square head bolts at each wedge location to obtain 12mm distance between the nut and the wedge.
- Lift the bowl about 25mm to lift it off the liner. Occasionally the backing material, if the bowl was improperly prepared, may lock the liner in the bowl. If the bowl sticks to the liners, ram vertically on the top of the liner to break loose the backing material. Once the liner is free lift the bowl clear of the liner and set it on secure wooden blocks.
- Chip off any backing material which might remain on the bowl. Usually, the backing material will adhere to the liner, and little, if any, chipping is required on the bowl.
- Inspect the bowl liner seating surface in the bowl for ridges caused by the bowl liner. If a slight ridge is found it should be ground out so the entire conical seating surface is smooth, continuous, and free of ridges. Due to the bowl liner seating surface length varying from bowl liner to bowl liner, a ridge in the bowl seat could cause the bowl liner to not seat properly in the bowl. This could possibly allow the bowl liner to come loose during crushing and in turn cause further damage to the bowl seating surface.
Bowl liner installation
Install the bowl liner as follows:
- Place the bowl liner on suitable wood blocking. Be sure the blocking will permit the bowl to seat fully on the liner.
- Apply a chalk mark above the high point of the bowl liner helix.
- Apply a light coating of lubricating oil to the inside of the bowl to prevent epoxy backing from sticking to the bowl.
- Lower the bowl and adjustment cap in position on the bowl liner so the stop blocks on the adapter ring are centered on the chalk marks from step 2.
- Measure the space between the outside diameter of the bowl liner upper flange and the inside diameter of the bowl at four places, 90 degrees apart, to make sure the liner is centered in the bowl. A loose or cocked bowl liner can result in damage to the bowl liner bowl seating surface.
- Place each wedge on top of the adapter ring between the stop blocks. Push them forward until they contact the bowl liner.
- Check each contact point of the wedge to bowl liner to make sure the wedge contacts the bowl liner at the midpoint of the inclined surface of the wedge. Remove or insert shims under the wedge, if required, to obtain the correct contact point. Shims must be tack welded in place.
- Place the square head bolts and spherical nuts behind the wedges making sure the bolt head is under the key stock that was welded in the bowl slot.
- Using an open-end sledging wrench, alternately tighten each nut, in a crisscross pattern, until all the wedges are tight against the helix portion of the bowl liner. The wedges must be securely tightened and properly seated in the bowl. Check that the bowl liner bears tightly against the bowl by using a feeler gauge all around the liner seat. Clearance should be no more than 0.25 mm. Should any opening exist due to wear on this area of the bowl, packing these openings with clay, caulking, or glazed compound to keep the backing from leaking out during pouring.
- Prepare the approximate amount of epoxy.
- Recheck all the wedges and spherical nuts for tightness after the backing has hardened.
- Install the lock plates over the spherical nuts and fasten the lock plates to the wedge using a long cotter pin. The lock plates will keep the spherical nuts from vibrating loose and causing the bowl liner to become loose in the bowl.
- If not already in place, weld a 12mm*12mm*40mm long steel bolt stop to the bowl, just above the head of the square head bolts. The stop will keep the bolt from slipping upwards during the operation of the crusher, which could cause the bowl liner to become loose.
- Re-install the feed hopper over the dowels in the top of the bowl.
- Lubricate the bowl, clamping ring, and adjustment ring. This is most important to ensure free rotation of the bowl within the adjustment ring.
- Reassemble the remaining components.

If some one desires to be updated with most recent technologies after that he must be visit this site and be up to date everyday.
Great article! Thanks for sharing.
Ref: TEST-0E91401E